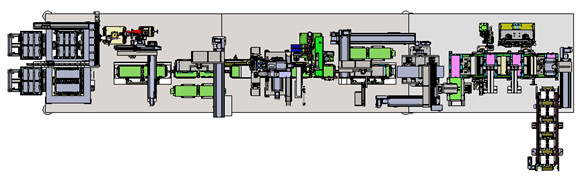
Caricamento e scarico automatici di rilevazione del CCD dell'attrezzatura della saldatura a laser di lamiera di trasferimento
una funzione e un'introduzione di 3,1 dispositivi
Il dispositivo ha saldato il pezzo di collegamento e la copertura superiore in una tramite saldatura a laser, ha incollato ed automaticamente ha tagliato il materiale. Con le seguenti funzioni: il codice bidimensionale inciso della copertura automatica di caricamento e dello scarico, superiore, il codice di esame della copertura superiore, la copertura superiore ed il collegamento collegano l'assemblea e saldatura a laser, rilevazione del CCD, pulizia del sito della saldatura, adesivo di posizione di saldatura del pezzo del collegamento e della copertura superiore e rilevazione, la piegatura delle cellule, la vibrazione delle cellule, funzione obbligatoria delle cellule.
3,3 moduli principali e requisiti funzionali
Requisiti tecnici funzionali principali
Le batterie che introducono 1 progettazione flessibile del manipolatore, interfaccia del prodotto adotta il materiale non metallico, interamente fornito di correlazione (o della riflessione) hanno sensore materiale di rilevazione, il manipolatore è proibita nelle aree quale il contatto diretto con il materiale del metallo di uso del prodotto, si assicurano che le batterie non si spostino, nel corso del trasferimento siano fornite del tipo elettrovalvola a solenoide di pressione, i prodotti di garanzia non cadono una volta espirati senza elettricità, non ripetono la precisione dell'operazione di +/- 0,05 millimetri o di meno.
Controlli la direzione ricevuta della batteria.
3. Le parti mobili del cavo sono fatte di alto cavo multiconduttore flessibile flessibile flessibile.
Durante il processo di trasferimento, la cellula sarà trasferita sotto la protezione del dispositivo e lo spostamento relativo fra la cellula ed il dispositivo non accadrà. Il numero di volte che la cellula è presa nella macchina non dovrebbe essere più di quattro (a parte il numero di volte la cellula va dentro e fuori della macchina).
La copertura superiore che alimenta 1 interfaccia materiale dell'attrezzatura e del piatto ha una progettazione dell'arresto.
2. Progettazione flessibile del manipolatore, è vietato per utilizzare i materiali del metallo direttamente nelle parti quale il manipolatore in contatto con il prodotto. Contatto con il tetto il più distante possibile per usare la progettazione di evitare.
1. Se c'è un codice del qr sulla copertura superiore, è usata per tracciabilità materiale. Dopo che il materiale è esplorato e caricato, il coperchio della batteria è laser codificato. Se non prendete diretto incida il codice.
2. La macchina di codifica del laser è stata utilizzata per codificare la copertura superiore della colonna del palo e l'effetto di codifica è stato verificato per mezzo di lettura di codice. L'attrezzatura indica ed identifica il codice del qr dopo che il codice è stampato e lega le informazioni dell'assemblea della colonna in lotti e del palo della copertura superiore.
3 - pungente con il meccanismo di rimozione di polvere.
4. L'indice di successo di lettura automatica del codice a barre superiore inciso ≥99.9%.
La posizione e la dimensione di 5 yarde saranno conforme ai disegni forniti dal compratore.
un numero di 6 di n serie di codice può essere aumentato automaticamente, l'ora/data può essere cambiato automaticamente, il codice a barre può essere limitato con il carattere ed il cambiamento allo stesso tempo.
Nel corso del codice 7n, non ci dovrebbero essere problemi anormali quali l'aumento o la diminuzione del codice del peso e del numero ed il software dovrebbe essere fornito per impedire l'avvenimento del codice del peso.
8. La posizione della copertura esterna della vite di messa a fuoco è fornita di una scala della scala (0.1mm) per facilitare la messa a fuoco veloce e quantitativa.
9. Il Ipc è collegato con la pistola di codice per esplorare il codice sulla copertura superiore del codificatore (codice a barre ricevuto compreso e codice a barre della società). Il software di esame di codice dovrebbe avere la funzione di doppio codice anti-pesante e può essere caricatoe al sistema.
La superficie esterna della copertura superiore è usata come il riferimento per evitare defocusing anormale dovuto la differenza di spessore dei materiali ricevuti.
Il sensore di colore è utilizzato per individuare la direzione del coperchio e del palo positivo e negativo prima di saldatura a laser.
saldatura a laser 2 per incontrare la tensione > il 200N (forza di taglio). I segni della saldatura a laser dopo adesione strappante, non possono produrre il punto di esplosione della saldatura, la saldatura e l'altra cattiva saldatura, eccezione fatta per contaminazione o deformazione dei materiali ricevuti.
3. Rimozione di polvere coassiale di posizione della saldatura, velocità del vento ≥15m/s.
4 durante il processo della saldatura, la batteria saranno protetti complessivamente e le scorie della saldatura non spruzzeranno sulla superficie della batteria e della copertura superiore. (vedi le seguenti istruzioni per il piano dettagliato della protezione della polvere), l'area di saldatura sarà spolverata e le scorie della saldatura efficacemente saranno assorbite. Si separa le scorie della saldatura dello spruzzo allegate alla lavorazione con utensili o il rivestimento protettivo inoltre efficacemente sarà spolverato.
Il meccanismo di pressione assicurerà che l'adattatore sia a stretto contatto con il coperchio prima della saldatura per evitare la saldatura virtuale.
Il potere della macchina della saldatura a laser è 4000W o sopra il laser continuo della fibra e la risoluzione dell'esposizione di potere è 1W.
La lunghezza focale della testa del laser può essere visualizzata e regolata digitalmente, con una gamma di -5.0~+5.0mm e l'accuratezza ≤0.05mm di adeguamento. La direzione di lunghezza focale ha una scala/quadrante con una precisione della scala di 0.1mm, in modo da controllare defocusing
I parametri della saldatura dovrebbero essere visualizzati, imputabili e rilegati con il codice a barre della copertura superiore.
Il pezzo in lavorazione è stazionario ed i movimenti del sistema della testa del laser lungo le asce di X, di Y e di Z. La precisione di posizionamento ripetuta è ≤±0.05mm.
Con il modulo di stoccaggio di parametro della saldatura, è conveniente chiamare rapidamente i parametri dei prodotti differenti o regolare ed immagazzinare i parametri trattati. La quantità di stoccaggio è richiesta di essere gruppi ≥5.
11. La saldatura sarà basata sulla superficie interna della colonna del palo della copertura superiore, per evitare defocusing anormale dovuto la differenza di spessore dei materiali ricevuti, con conseguente saldatura difficile. Allo stesso tempo, la funzione di misura di distanza è richiesta per controllare il cambiamento della lunghezza focale.
La lunghezza di fibra ottica non supera 20 metri.
Gommare modulo
1. Dopo il completamento di saldatura a laser, applichi 1 pezzo di nastro protettivo ad alta temperatura ai punti positivi e negativi della saldatura a laser rispettivamente; Dopo che il centro è chiuso, il nastro è incollato dalla coda e dal lato della cellula
Gli strumenti adesivi saranno fatti del materiale speciale del anti-bastone o di altri metodi del anti-bastone.
La lunghezza e la posizione del nastro adesivo possono essere regolato; La posizione adesiva è simmetrica al centro dell'area del segno della saldatura e la deviazione di precisione della posizione adesiva è ±0.5mm.
4. Leghi i due lati ed il fondo con un nastro della batteria dopo il legame ed incolli la quantità e la posizione del nastro secondo i requisiti del cliente.
5. Vacuum la funzione di allarme immediato e di rilevazione di gomma difettosa
Il sensore di colore dovrebbe essere utilizzato per individuare se l'adesivo manca.
7. L'operazione del meccanismo adesivo è stabile ed affidabile ed il rendimento adesivo è ≥99.5% per assicurarsi che i prodotti difettosi non siano permessi sfociare nel processo seguente.
la fermata 8 per la funzione cambiante ≤2min della gomma, l'indice di successo di cambiamento della gomma è 100%.
Dopo il palo piegante e di fusione del modulo 1 l'ansa è piegata, la colonna del palo ed il piatto di collegamento non supereranno il bordo della copertura superiore ed il piegamento non danneggierà la colonna del palo, l'ansa del palo, il punto di saldatura ed altre parti
l'orecchio polare 2 che tira e che strappa non è permesso nel corso della centro-chiusura.
Dopo che il centro è chiuso, entrambi i lati ed il fondo saranno incollati e la rilevazione adesiva sarà condotta.
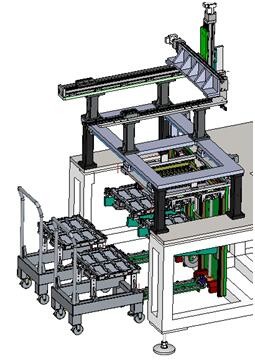
Il meccanismo di alimentazione del coperchio pricipalmente include il carretto d'alimentazione, il vassoio del coperchio, il meccanismo di sollevamento del pallet, il meccanismo vuoto di trasferimento del vassoio, manipolatore d'alimentazione del cavalletto. La realizzazione principale del coperchio dopo che il materiale sarà manualmente disimballa il coperchio nel vassoio, tramite il carretto al livello di alimentazione del meccanismo di alimentazione, il manipolatore automaticamente prenderà il coperchio, vassoio vuoto di nuovo al carretto, ha messo il piatto pieno dopo che il carretto sarà separato manualmente.
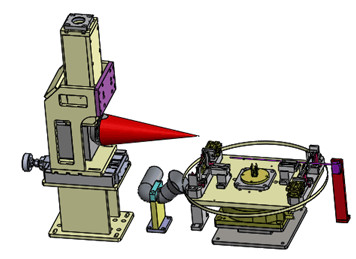
Il codificatore pricipalmente è composto di meccanismo di adeguamento del codificatore, del codificatore, di meccanismo di rimozione di polvere, di morsetto della copertura e di cilindro rotatorio. Pricipalmente realizza l'incisione bidimensionale di codice sul cilindro del palo del coperchio e poi dopo che il codice è inciso, il codice poi è esplorato per legare le informazioni del coperchio al codice bidimensionale e le informazioni bidimensionali di codice sono caricate al sistema per la registrazione e la lettura facili; La polvere dal processo di codifica è raccolta dal sistema di rimozione di polvere.
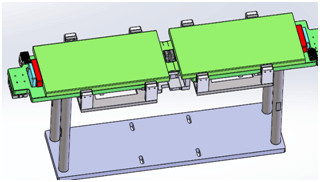
Il meccanismo di posizionamento secondario della cellula elettrica pricipalmente è composto di sostegno e di meccanismo di regolamento trilaterale. Pricipalmente realizza l'adeguamento della distanza fra le cellule elettriche completate tramite saldatura a ultrasuoni per soddisfare le richieste di distanza della saldatura del piatto di adattatore. Il breve lato delle cellule elettriche è invertito e stato allineato nel centro tramite il cilindro. La direzione di lunghezza è basata sul riferimento di posizionamento della posizione di conclusione polare dell'orecchio e l'altro lato del cilindro è regolato per soddisfare le richieste della distanza fra le cellule elettriche.
stazione di saldatura 3.3.4
La stazione di saldatura pricipalmente è composta di saldatura del modulo lineare a tre assi, il giunto della saldatura a laser, appiattire e tubo di fumo coassiale il meccanismo della protezione. Pricipalmente realizza la saldatura a laser dell'adattatore. Il meccanismo di spianatura prima che saldare comprima l'adattatore ed il coperchio, guida il giunto della saldatura al movimento tramite il modulo lineare a tre assi ed il sistema di rimozione di polvere fuma simultaneamente e la rimozione di polvere tramite il tubo di fumo coassiale. Le misure specifiche della protezione di rimozione di polvere sono come segue:
Il meccanismo di pressione misura molto attentamente l'adattatore con la superficie del cilindro della copertura superiore tramite il coperchio e la testa di pressione del coperchio ha un meccanismo flessibile della molla, di modo che l'adattatore positivo e negativo e la colonna del palo possono essere compressi anche se non sono nello stesso aereo. Lo schermo della saldatura acclude l'area di movimento del giunto della saldatura e riguarda la superficie delle cellule. Le scorie e lo spruzzo della saldatura generati nel processo della saldatura sono separati dalla cellula e dalla copertura superiore per impedire le scorie e per gocciolare dal cadere.
Ci sono tubi di rimozione di polvere ad entrambe le estremità della placca a pressione della saldatura, che sono collegate al purificatore del fumo. La testa per saldare inoltre è fornita di tubo di fumo coassiale. Nel processo della saldatura, tre tubi di fumo sono utilizzati per rimuovere la polvere e fumare allo stesso tempo per assicurarsi che le scorie ed il fumo di saldatura possano essere rimossi a tempo.
Impegno di cooperazione
1. Nuova promessa dell'attrezzatura
La nostra società garantisce che le merci fornite ai clienti sono attrezzatura nuovissima, completa ed inutilizzata.
2. Impegno di riservatezza
La nostra società promette che senza il permesso scritto di alcun partito, dei disegni riferiti dell'altro partito, delle informazioni tecniche, dei segreti di informazioni di affari e dell'altro settore e dei segreti tecnici non deve essere colato ai terzi in tutti i modi.
3. Impegno di servizio di assistenza al cliente
(1) due mesi a partire dalla data della spedizione dell'attrezzatura, il partito B è responsabile degli errori non umani in una garanzia tempestiva e libera all'interno del personale di servizio di assistenza al cliente di anno uno (quando l'attrezzatura è difettosa, risponderà entro 2 ore dopo la ricezione della notifica. Secondo la situazione, il personale deve esistere in 48 ore. Non non più successivamente di 60 ore, assicurare la continuità di produzione dal compratore;
(2) dopo l'attrezzatura ha passato il periodo di garanzia, se c'è un problema, i due partiti comunicano e si occupano di. Se necessario, il personale post-vendita sarà inviato per ripararlo e soltanto il costo sarà fatto pagare. Zh
(3) durante il periodo di garanzia stipulato nel contratto e nell'accordo tecnico firmati dai due partiti, la società fornirà una garanzia per i problemi di qualità che non sono causati da danno umano durante l'uso normale dei nostri prodotti.