
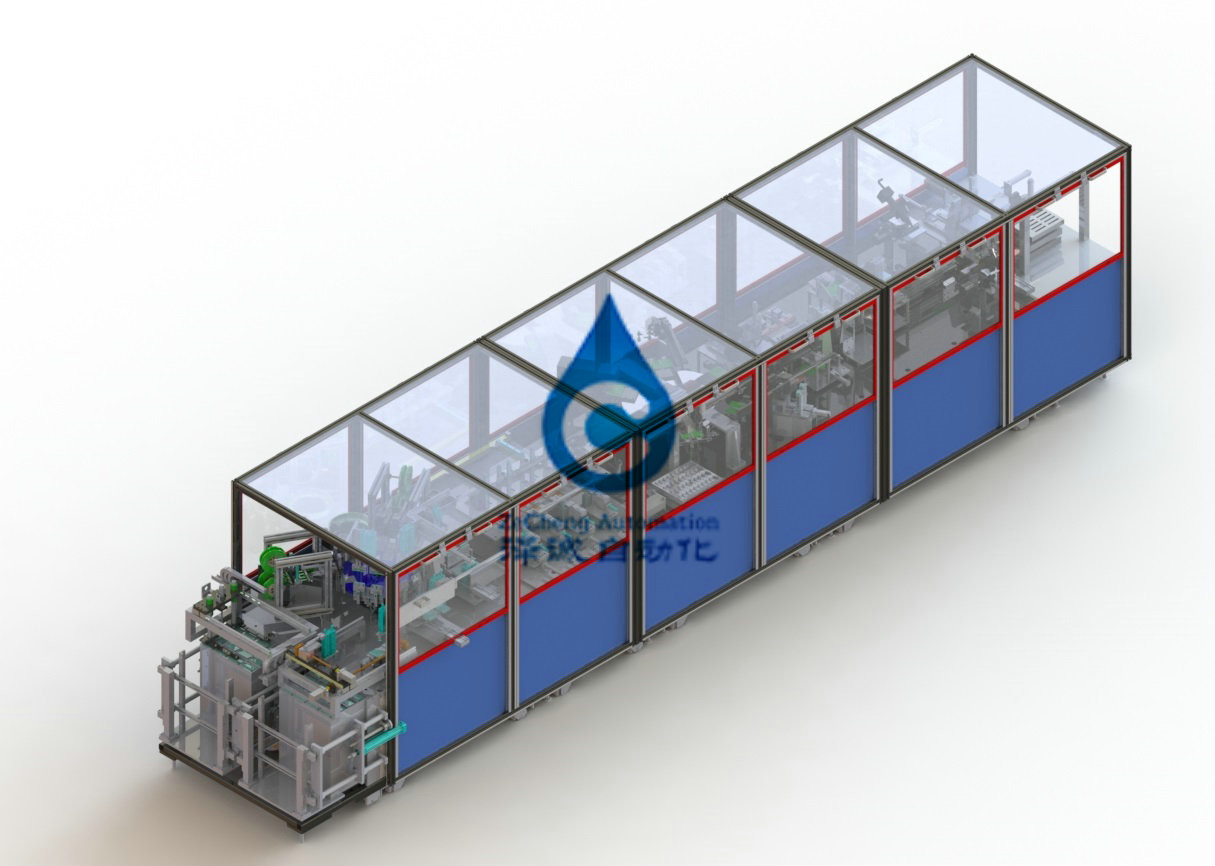
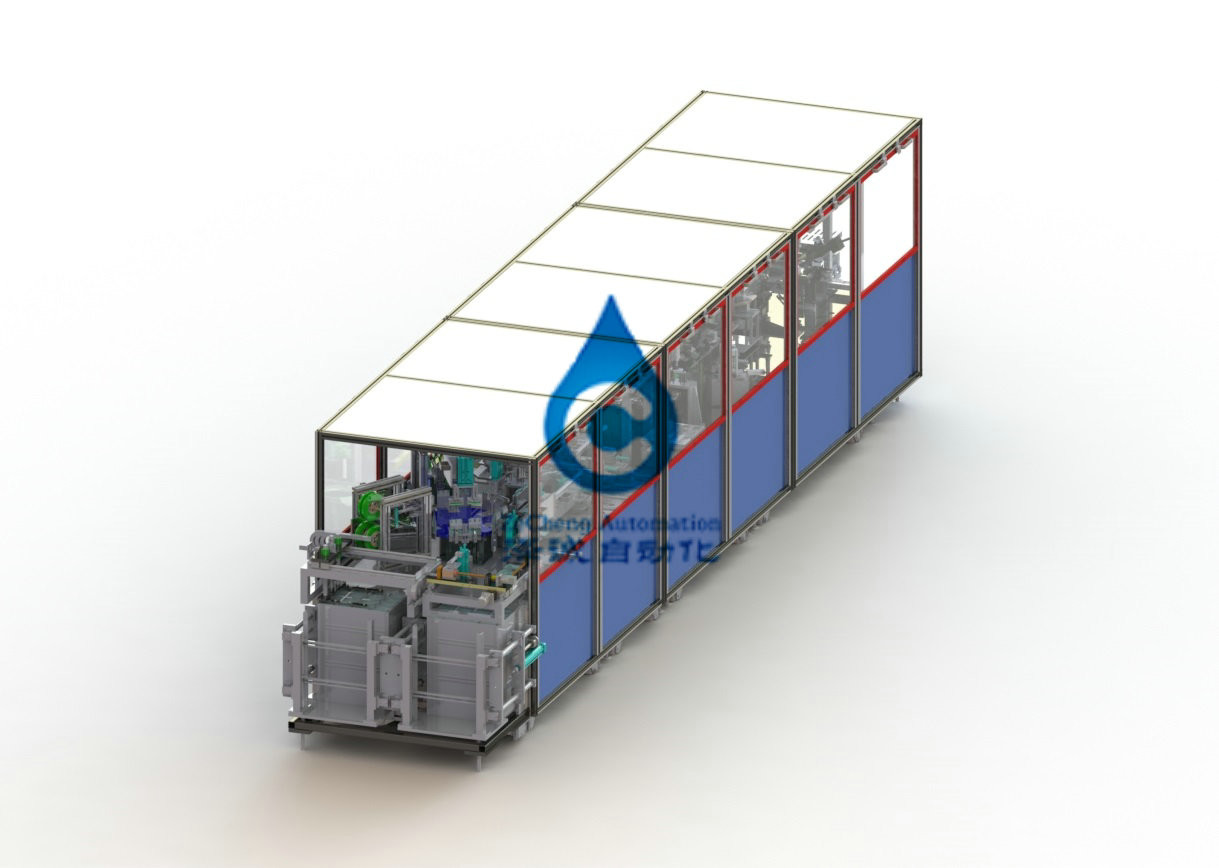
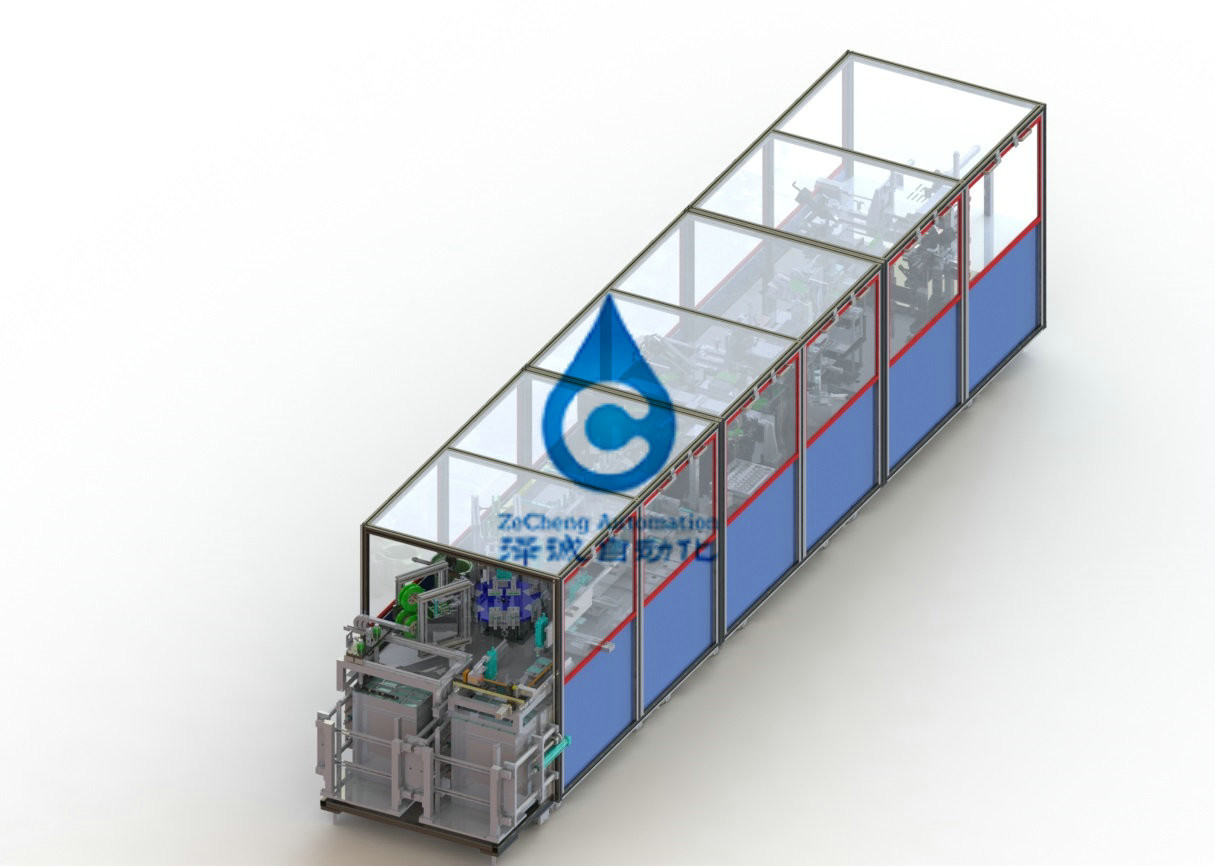
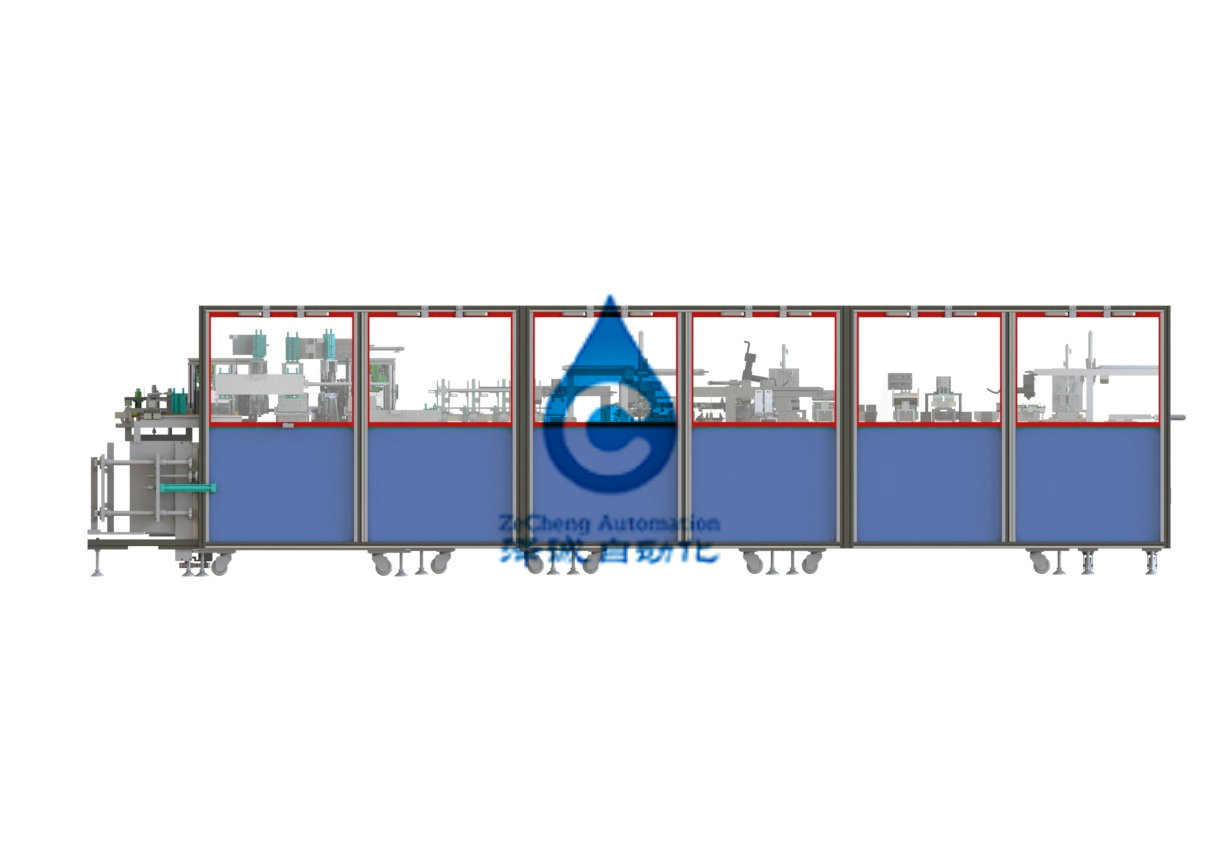
Requisiti di progettazione della catena di montaggio quadrata completamente automatica della batteria
1.1. Questo piano è basato sulla batteria fornita requisiti co., srl dell'assemblea della batteria * * * e progetta il tipo quadrato linea di produzione automatica della batteria.
1.2. Linea di produzione requisiti di capacità: l'intera velocità di produzione della catena di montaggio automatica della batteria è circa 25PPM;
1.3. Dimensione applicabile della batteria: lunghezza della batteria: 36 ~ 80mm, larghezza della batteria: 30 ~ 70mm, spessore della batteria: 3,0 ~ 10mm
1.4. Processo di produzione dell'assemblea della batteria: da materia prima che si alimenta per lanciare su - posizionando ripetutamente l'orecchio diritto del palo - il nastro del bastone per riguardare guarnizione, i sacchetti e la testa di plastica per lanciare - alimentazione della batteria - la colla inferiore di soppressione - nelle coperture - che posiziona pressione e taglio estremamente dell'orecchio sulla saldatura a ultrasuoni del coperchio dell'orecchio, saldatura di resistenza 1-2 - prova di trazione - inverso di saldatura di resistenza che si alimenta coperchio che appiattisce, orecchie di piegamento del palo per bloccare alla prova di cortocircuito, saldatura a punti del laser, batteria.
1.5. Sistema di controllo: il sistema è composto di quattro insiemi, compreso un sistema d'imballaggio della guarnizione, un sistema di colla-in-SHELL, un sistema di ispezione e di saldatura dell'orecchio del palo ed il sistema di piegamento e di sigillatura di un orecchio del palo. Ogni insieme del sistema è controllato indipendente dallo SpA.
1.6. Attrezzatura componente della catena di montaggio automatica quadrata della batteria:
| NO. | Nome trattato | Nome di dispositivo | Capacità dell'attrezzatura | nota |
| 1 | alimentazione | Alimentatore automatico | 25ppm | |
| 2 | Adesivo del pacchetto della guarnizione | Cellula che incolla macchina | 25 PPM | Contenga ripetutamente le orecchie polari diritte, nella guarnizione, nastro |
| 3 | Nelle coperture | Alimentatore delle cellule | 25 PPM | |
| 4 | Ispezione di saldatura dell'orecchio di Palo | Saldatrice del coperchio dell'orecchio di Palo | 25 PPM | Rilevazione della lunghezza e della distanza dell'orecchio del palo ed eliminazione dei prodotti difettosi |
| 5 | Coperchio | Tappatrice di piegamento dell'orecchio di Palo | 25 PPM | Contiene il palo per trascinare il piegamento, sigillante, rimbalzo anti- di saldatura a punti del laser |
2. Medium di energia
potere di 2.1.6.1
2.1.6.1 .1 cambiamenti istantanei della contro-fase di tensione AC230V± 10%
2.1.6.1 .2 frequenze 50 hertz + 1 hertz
aria di 2.1.6.2
2.1.6.2 .1 pressioni 0.5mpa 5kgf/cm2
2.1.6.2 .2 traffici 10 l/min
2.2. Macchina di laminazione
2.2.1. Requisiti di progettazione
2.2.1.1. La macchina è adatta ad imballare la gomma del tipo quadrato batteria con buoni nastro adesivo e guarnizione.
2.2.1.2. Flusso trattato: carico del → delle cellule elettriche che alimenta il → di alluminio delle coperture allo stesso tempo che ricopre → adesivo che preme posizionando → che posiziona il → di alluminio delle coperture che alimenta l'alimentazione del → delle coperture (ha inserito tre volte).
2.2.1.3. Caratteristiche: le coperture sono guidate attraverso una guida dell'imbuto. Nella spinta delle coperture in tre volte, i primi due per la spinta di pressione, quello ultimo per la spinta diretta. Le coperture sono caricate dalla rivista di doppio posizione fare un passo.
2.2.1.4. La lunghezza di carta adesiva dai lati destri e sinistri dopo che il centro del rotolo è incollato è L4: 0,2 ~ 1mm
2.2.1.5. I due lati della bobina sono simmetrici, con una differenza assoluta di 0 ~ 3mm
2.2.1.6. La carta del diaframma non può essere risultata al centro dopo che il centro del rotolo è incollato (la carta del diaframma è piegata all'interno del centro del rotolo senza esporre il diaframma)
2.2.1. 7. Il pezzo ed il diaframma di palo non saranno danneggiati dopo che il centro del rotolo è incollato
2.2.1.8 quando che entra nelle coperture, ci dovrebbe essere una scanalatura della guida fra il centro della bobina e la bocca delle coperture
2.2.1.9. Le orecchie positive e negative del centro della bobina non piegano nella fase di attaccare la colla inferiore ed entrare nelle coperture
2.2.1.10 dopo avere entrato nelle coperture, l'angolo fra il centro della bobina ed il lato delle coperture è ≤ 50
2.2.1.11. La distanza fra il nucleo d'avvolgimento e la parete interna del fondo delle coperture dopo avere entrato nelle coperture sarà L3: 0.5±0.2mm
2.2.1.12. La distanza fra il centro della bobina ed i due bordi delle coperture L1 e L2 richiede: ≥0.1mm
2.2.1.13. La differenza della distanza fra il centro della bobina ed il bordo delle coperture | l1-l2 | ≦1.5mm
2.2.1.14. Dopo che il centro della bobina entra nelle coperture, può verificare automaticamente la distanza fra l'esposizione dell'orecchio negativo e la bocca delle coperture e determina l'APPROVAZIONE o la NG
2.2.1.15. ≥ 99,8% di tasso di qualificazione di produzione
2.2.1.16. ≥ 95% del rendimento di produzione.
2.2.1.17. Il periodo dell'operazione del modello di commutazione non dovrebbe superare 30min
![]()
![]()
Impegno di cooperazione
1. Nuova promessa dell'attrezzatura
La nostra società garantisce che le merci fornite ai clienti sono attrezzatura nuovissima, completa ed inutilizzata.
2. Impegno di riservatezza
La nostra società promette che senza il permesso scritto di alcun partito, dei disegni relativi dell'altro partito, delle informazioni tecniche, dei segreti di informazioni di affari e dell'altro settore e dei segreti tecnici non deve essere colato ai terzi in tutti i modi.
3. Impegno di servizio di assistenza al cliente
(1) due mesi a partire dalla data della spedizione dell'attrezzatura, il partito B è responsabile degli errori non umani in una garanzia tempestiva e libera all'interno del personale di servizio di assistenza al cliente di anno uno (quando l'attrezzatura è difettosa, risponderà entro 2 ore dopo la ricezione della notifica. Secondo la situazione, il personale deve esistere in 48 ore. Nessun più successivamente di 60 ore, assicurare la continuità di produzione dal compratore;
(2) dopo che l'attrezzatura ha passato il periodo di garanzia, se c'è un problema, i due partiti comunicano e si occupano di. Se necessario, il personale post-vendita sarà inviato per ripararlo e soltanto il costo sarà fatto pagare. Zh
(3) durante il periodo di garanzia ha stipulato nel contratto e l'accordo tecnico firmato dai due partiti, la società fornirà una garanzia per i problemi di qualità che non sono causati da danno umano durante l'uso normale dei nostri prodotti.













