Capacità di produzione reale della macchina 1 polare della saldatura a ultrasuoni: 3PPM
2. Il tempo di alimentazione dell'adattatore e del protettore è ≥60min
3. Rendimento dell'attrezzatura: 99,5% (eccetto i materiali ricevuti difettosi), rendimento dell'attrezzatura: ≥98%
Durante il processo di trasferimento, la cellula sarà trasferita sotto la protezione del dispositivo e lo spostamento relativo fra la cellula ed il dispositivo non accadrà. Il numero di volte la cellula è interno che preso la macchina non dovrebbe essere più di tre volte (il numero della cellula che entra e che lascia nella macchina non è incluso).
Cellula nuda che non alimenta 1 stretta affidabile, cadere del materiale o i materiali trascinati, la precisione ripetuta dell'operazione ≤±0.05mm del meccanismo.
2. La progettazione flessibile del manipolatore, il cavo della parte mobile è cavo flessibile, il materiale del metallo non è permesso essere utilizzato nel meccanismo o nella parte in contatto diretto con il prodotto ed il cuscinetto di gomma dovrebbe aggiungersi alla pinza di presa meccanica.
3. Può impedire il prodotto rientrare nello stato improvviso della morte e dell'interruzione di corrente.
4. ispezione di Anti-arresto della direzione materiale ricevuta della cellula elettrica (con rilevazione di codice di esame).
Rilevazione 1. del ciao-vaso di cortocircuito. Durante la rilevazione di cortocircuito, l'orecchio dell'elettrodo sarà premuto ancora e collaudato.
2. Il periodo della prova del ciao-vaso era 3s ed era regolabile da 1,0 a 10.0s. Il tempo di scarico è 1s e 0,5~ 5.0s sono regolabili. tensione DC100V, CC 0~500V, del Ciao-vaso della gamma ingranaggio 50V;
3 il valore corrente ed il valore di tensione possono essere alimentati di nuovo al sistema dello SpA allo stesso tempo per assicurare l'accuratezza di giudizio di cortocircuito.
Pre-saldatura ultrasonica 1. Durante la saldatura, ci dovrebbe essere deflettore alla radice dell'orecchio del palo per impedire la polvere la caduta nella batteria;
2. Prima della saldatura, l'orecchio dell'elettrodo sarà rimodellato secondo i requisiti di posizione dell'orecchio dell'elettrodo della cellula elettrica;
3. Il dispositivo di rimozione di polvere è richiesto nel processo della saldatura;
L'area della saldatura ed il numero dei segni della saldatura saranno saldati secondo i requisiti tecnologici del cliente;
5. È semplice e conveniente sostituire la testa per saldare, senza la base appiccicosa. Il numero di volte di uso del sedile della testa per saldare e della saldatura è ≥ 300.000 volte e può essere lucidato per 2 volte.
Il tempo di impiego di 1 coltello di taglio dell'orecchio del palo è ≥ 500.000 volte;
2. Facile sostituire la taglierina;
3. Raccolta automatica di residuo tagliato e di residuo;
1. L'orecchio polare del taglio dovrebbe essere rimodellato senza danneggiare l'orecchio polare
2. Spolveri le orecchie del palo dopo il taglio;
1 piatto di trasferimento rame/dell'alluminio assume la forma di materiale ricevuto del materiale di strato, l'alimentazione del tipo a cartuccia, ciclo di alimentazione: ≥60min.
2. Il dispositivo di posizionamento del pezzo di collegamento e della cellula elettrica dovrebbe essere basato sullo stesso punto di riferimento ed il pezzo di collegamento dovrebbe essere ≤±0.5mm riguardante la cellula elettrica.
3. Il caricamento dei piatti di trasferimento dell'alluminio e del rame efficacemente sarà impedito attaccare.
Spessore del piatto di alluminio di trasferimento: 0.6-1.2mm, spessore del piatto di rame di trasferimento: 0.4-1.2mm (lo spessore specifico sarà conforme al disegno trattato);
5. Il caricamento dello strato della protezione e dello strato di collegamento sarà impedito assimilare e l'assorbimento del più di uno strato e l'allarme sarà dato se viene a mancare all'assimilare o ad assorbire più di uno strato per tre volte consecutive e un dispositivo residuo sarà installato per immagazzinare più di uno strato; La stazione protettiva di caricamento dello strato deve avere protezione della funzione.
6. La precisione di posizionamento ≤0.5mm dell'Assemblea, la guarnizione è richiesta per essere dentro l'adattatore ed il bordo che spazia ≤0.5mm.
Cellula nuda che posiziona modulo 1 due cellule sul medium ≤±0.3mm.
Non graffi la superficie della cellula.
Eccetto l'area di saldatura, il resto della superficie delle cellule dovrebbe essere protetto.
4. Le efficaci misure dovrebbero essere approntate per impedire la collisione e la decarburazione della cellula elettrica nuda. I materiali in contatto con la cellula elettrica sono tutto il metalloide.
Il modulo d'alimentazione 1 dello strato protettivo realizza l'alimentazione automatica dello strato protettivo rame/dell'alluminio, che è disposto nella posizione della saldatura a ultrasuoni del gruppo del palo e delle orecchie del palo e strato protettivo di rame/di alluminio è riparato in rivestimento protettivo della saldatura.
2. Gamma di spessore di piatto di alluminio di protezione: 0.1-0.5mm; gamma di spessore di piatto di rame di protezione: 0.1-0.5mm (faccia festa la a fornirà i disegni e suggerirà 0.2mm), che saranno disposti sulla parte superiore dell'orecchio del pacchetto del gruppo posteriore abbinato del palo.
3. Lo strato della protezione rame/dell'alluminio assume la forma di materiale ricevuto del materiale di strato, l'alimentazione del tipo a cartuccia, ciclo di alimentazione: ≥60min.
L'attrezzatura condurrà la saldatura a ultrasuoni per ogni ansa di rame/di alluminio del palo, con 1 punto della saldatura su ogni ansa del palo, la dimensione di punto della saldatura: 5*15mm (l'area specifica sarà conforme alla tecnologia) e condurranno uno che salda per ogni ansa del palo dopo il montaggio, per complessivamente 4 volte.
5. La precisione di posizionamento ≤0.5mm dell'Assemblea, la guarnizione è richiesta per essere dentro l'adattatore ed il bordo che spazia ≤0.5mm.
La base dell'installazione del modulo 1 della saldatura a ultrasuoni della macchina della saldatura a ultrasuoni potrà realizzare l'adeguamento della direzione di XYZ tre, asse DI X-Y adotta l'adeguamento automatico del servo azionamento.
2. Dopo saldatura a ultrasuoni, i prodotti sono stati selezionati a caso per ispezione. La forza di trazione verticale era > 100N e la forza di trazione orizzontale era > 60N. I giunti della saldatura fra le orecchie del palo e fra le orecchie del palo ed i pezzi di collegamento sono staccati e poi sono aderiti e l'area residua di spogliatura è ≥ 60%, che non produce tali fenomeni come la crepa della saldatura, la saldatura virtuale, la direzione obliqua della saldatura, la testa per saldare adesiva e la base dell'adesivo.
3. La batteria di stazione di saldatura sarà protetta complessivamente e sarà fornita di un'aspirazione e di un meccanismo di rimozione di polvere per impedire la polvere la caduta nella batteria. La pulizia ambientale della camera protettiva in contatto con il prodotto durante il processo di lavoro è superiore ai requisiti di classe 100.000.
Durante la saldatura, ci dovrebbe essere deflettore alla radice dell'orecchio del palo per impedire la polvere la caduta nella cellula.
5. I parametri della saldatura a ultrasuoni saranno controllati in tempo reale e se i parametri superano la gamma dell'insieme, un allarme sarà dato; Le crepe ultrasoniche della saldatura/difetti dissaldati sono stati individuati dal sistema di risposte di energia.
6. È semplice e conveniente sostituire la testa per saldare, senza la base appiccicosa. Il numero di volte di uso del sedile della testa per saldare e della saldatura è ≥ 150.000 volte e può essere lucidato per 2 volte.
Parametri trattati della saldatura a ultrasuoni: potenza di uscita, ampiezza, pressione di saldatura e precisione di controllo di tempo: fissi il valore ±5%; Annotazione della visualizzazione in tempo reale di parametro, risparmi del locale, facili rintracciare.
Il modulo adesivo blu 1 è utilizzato per incollare il nastro adesivo protettivo sulla posizione di stampa della saldatura a ultrasuoni. Gli elettrodi positivi e negativi sono 4 pezzi di adesivo sull'alto e sul basso, 8 pezzi di adesivo nel totale. È richiesto per riguardare il punto della saldatura, l'ansa del palo e la parte del gruppo del palo.
La lunghezza del nastro e la posizione dell'adesivo possono essere regolato.
3. La rilevazione adesiva difficile di vuoto e l'allarme immediato funzionano.
Ci deve essere un sensore di colore per individuare la presenza di colla blu.
5. Rendimento adesivo ≥99.5%, assicurarsi che i difetti adesivi non sfocino nel processo seguente.
fermata 6 per cambiare gomma ≤2min.
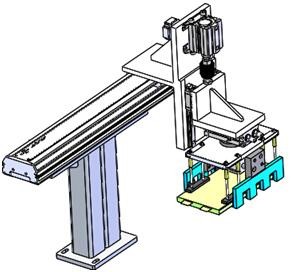
1. Afferrare affidabile, nessun materiale che cade o materiale trascinato, precisione di ripetizione di operazione del meccanismo ≤±0.05mm.
2. La progettazione flessibile del manipolatore, la superficie di contatto del prodotto è fatta del materiale del metalloide ed è fornita di riflettore per rilevazione materiale.
Assicuri che la cellula non si sposti durante il processo di trasferimento e sia fornita di elettrovalvola a solenoide della pressione-tenuta per assicurarsi che il prodotto non cada quando il gas è tagliato.
Le batterie che caricano il meccanismo pricipalmente è composta di modulo lineare, guida, cilindro, artiglio del gas ed il meccanismo del consolidamento, la funzione principale del trasferimento delle batterie allo stesso tempo nel processo di trasferimento ed assicurare i blackout per spegnere la situazione di incidente quali le batterie non cadrà, adottato nel tipo serbatoio principale di sigillamento dell'elettrovalvola a solenoide, può efficacemente tenere la linea quando le interruzioni dell'elettricità spegnere la pressione immediatamente disgiunto, può tenere la linea pressione per 20 minuti.
La posizione ultrasonica del pre-saldatore pricipalmente è composta di saldatore ultrasonico, il tubo a vuoto, orecchio del palo che preme e che modella il meccanismo. Prima di pre-saldatura ultrasonica, il meccanismo di pressione e modellante dell'orecchio del palo in primo luogo stringerà l'orecchio del palo e poi l'orecchio del palo sarà rimodellato al mezzo secondo i requisiti del processo assicurarsi che l'orecchio del palo dopo la pre-saldatura sia coerente con i requisiti del processo. Pre-saldatura ultrasonica secondo i requisiti di saldatura due punti o una linea.
Il meccanismo di taglio pricipalmente è composto di cilindro di taglio, di sedile del montaggio, di colonna della guida, di coltello di taglio superiore e più basso e di scatola della raccolta dei rifiuti. La realizzazione principale della pre-saldatura dopo l'orecchio del palo delle cellule elettriche per il taglio, ha tagliato la parte in eccedenza dell'orecchio del palo ed assicura l'uniformità dell'orecchio del palo, la taglierina che per mezzo del coltello bianco dell'acciaio di tungsteno o dell'acciaio, coltello di taglio può essere riparata per molte volte, vita fino a 500.000 volte.
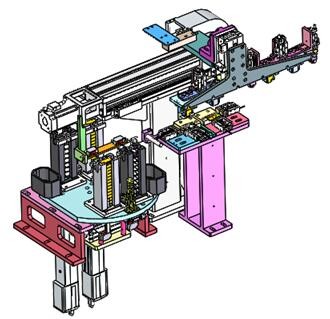
Il meccanismo di alimentazione del piatto di trasferimento pricipalmente è composto di scarico della rivista, sollevando il modulo, il meccanismo di posizionamento secondario ed il meccanismo con il crick di trapianto del piatto di trasferimento. Pricipalmente realizza la funzione esattamente di collocazione del piatto di trasferimento dell'alluminio e del rame nella clip delle munizioni alla posizione specificata del dispositivo della saldatura. dovuto la differenza nella dimensione, forma e spessore dei piatti di trasferimento dell'alluminio e del rame, efficace rilevazione e correzione della conservazione sia necessario assicurare l'accuratezza delle posizioni dei due piatti nel corso del rilascio e del trasferimento materiali. Il posizionamento secondario dei piatti di trasferimento è necessario assicurare l'accuratezza di posizione prima della collocazione loro nel dispositivo della saldatura. Allo stesso tempo, l'adattatore dovrebbe essere collaudato per impedire l'errata collocazione inversa.
Le misure anti-attaccanti efficaci saranno approntate per i piatti d'alimentazione di trasferimento dell'alluminio e del rame:
Il meccanismo di alimentazione dello strato della protezione pricipalmente è composto di rivista d'alimentazione, sollevando il modulo, il meccanismo di posizionamento secondario ed il meccanismo con il crick di trapianto dello strato della protezione. Pricipalmente realizza la funzione esattamente di collocazione del piatto di rame e di alluminio della protezione nella clip delle munizioni alla posizione specificata del dispositivo della saldatura. dovuto la differenza nella dimensione, forma e spessore dei piatti di rame e di alluminio della protezione, efficace rilevazione e prevenzione degli errori sia necessario assicurare le posizioni accurate dei due piatti nel corso del rilascio e del trasferimento materiali. Prima della collocazione del piatto della protezione nel dispositivo della saldatura, dovrebbero essere posizionati due volte per assicurare l'accuratezza di posizione. Allo stesso tempo per proteggere il film per individuare se c'è un errore inverso.
Le misure anti- messe della conservazione del film protettivo sono basicamente le stesse dell'adattatore.
La stazione di saldatura ultrasonica pricipalmente è composta di macchina della saldatura a ultrasuoni, di modulo commovente ultrasonico dell'asse y e di X, meccanismo di sollevamento di asse di Z, meccanismo della protezione delle cellule elettriche e meccanismo di fumo di rimozione di polvere. La realizzazione principale del pezzo di trasferimento, l'orecchio del palo delle cellule elettriche, il pezzo della protezione attraverso l'onda ultrasonica sarà saldata insieme, l'area del segno della saldatura secondo i requisiti trattati scegliere la testa per saldare appropriata, testa per saldare può essere lucidata ripetutamente due volte, testa per saldare e un tempo di impiego del sedile della saldatura di 150.000 volte.
1) provvedimenti cautelari per rimozione di polvere di saldatura:
Principio di protezione di cellula della saldatura: in primo luogo, il piatto della protezione riguarderà la superficie della cellula e soltanto l'area di saldatura è riservata. Le teste per saldare superiori e più basse sono fornite dei porti dell'aspirazione delle polveri. Nel processo della saldatura, il purificatore del fumo avrà pompaggio di aria coassiale e lo spruzzo della saldatura sarà pompato nel purificatore del fumo attraverso i porti dell'aspirazione delle polveri.
2) parametri e configurazione del purificatore del fumo
A. Il tubo d'aspirazione ha un'alta prestazione di fuoco e la valutazione del fuoco può raggiungere v-0.
Struttura, cassaforte e bene durevole della struttura del metallo della fusoliera del B.; La struttura è chiara, diviso in: camera della presa d'aria, camera di filtrazione, camera di purificazione dell'aria e camera dello scarico.
C. Lo strato filtrante nell'elemento filtrante ha un'alta caratteristica a prova di fuoco, che può immediatamente raggiungere il requisito a prova di fuoco del ℃ (di 200-300) ed il grado a prova di fuoco può raggiungere v-0.
D. filtrazione di alta precisione, piccola quanto 0,3 micron.
E. dispositivo di ritorno di impulso per mantenere una presa d'aria costante e una capacità costante di pulizia.
F. la progettazione della struttura di riduzione di rumore, la stanza ad alta pressione dell'installazione del fan è fornita di cotone fonoassorbente, che può efficacemente ridurre il rumore e rende il luogo di lavoro più pacifico e piacevole.
G. Con la funzione di induzione della temperatura, il valore di temperatura limite può essere fissato. Quando la temperatura limite è raggiunta, la funzione dell'allarme sarà iniziata, il fan smetterà di correre e l'elettrovalvola a solenoide sarà aperta per iniziare l'azoto ad estinguere la funzione.
H. Con la funzione di risposte di pressione, il valore di pressione di limite può essere fissato. Quando la pressione interna raggiunge la pressione di limite, la funzione dell'allarme sarà iniziata.
Misure elettriche di protezione di I. Complete, fornite di una mancanza di dispositivo di protezione uguale, sicuro ed affidabile.
J. Con la funzione del regolamento di velocità del vento, la velocità del vento può essere regolata secondo la richiesta reale.
K. Lo strato protetto contro le esplosioni è installato sull'esterno del telaio per raggiungere la funzione di sollievo di esplosione.
un meccanismo di 2.3.7 adesivi
Il meccanismo adesivo pricipalmente è composto di meccanismo di rotazione di disposizione delle cellule elettriche, di meccanismo di rilevazione di nastro adesivo, di trazione adesiva, di pressatura adesiva, di taglio adesivo e di meccanismo di alimentazione adesivo. Dopo il completamento della saldatura delle cellule, il nastro adesivo è stampato nella saldatura e complessivamente 8 pezzi di nastro adesivo sono stampati dai lati anteriori e posteriori. Dopo che il completamento del nastro adesivo tramite il sensore per individuare se il nastro è incollato, la cellula unpasted di colore nell'assistenza manuale della stazione di NG dopo che pasta alla macchina posteriore.
2,4 parametri dell'attrezzatura di base:
(1) per capacità PPM dell'unità: ≥3;
(2) il tasso ottimale primario dell'attrezzatura: ≥99.5% (soltanto cattivi prodotti causati dall'attrezzatura, eccetto i cattivi materiali ricevuti);
(3) distacco di incidenza guasti dell'attrezzatura: ≤2% (eccetto i cattivi materiali ricevuti);
(4) rumore dell'attrezzatura: ≤75dB (vicino le porte e Windows, 1000mm a partire dall'attrezzatura o dalla misura del pezzo di operazione);
L'indice di successo della pistola automatica di esame di codice per i materiali ricevuti: ≥99.8%;
6. L'attrezzatura richiede 0,55 ~ 0.65mpa aria appiattita, ≤ -90kpa, accesso di pressione di vuoto al diametro del tubo di 12mm (il cliente fornisce la fonte appiattita di vuoto e dell'aria);