
Macchina elettrica della saldatura a laser della colonna del palo del centro della macchina della saldatura a laser
Numero tecnico di schema:
A:
Macchina elettrica della saldatura a laser della colonna del palo del centro
ZCDC13A-00
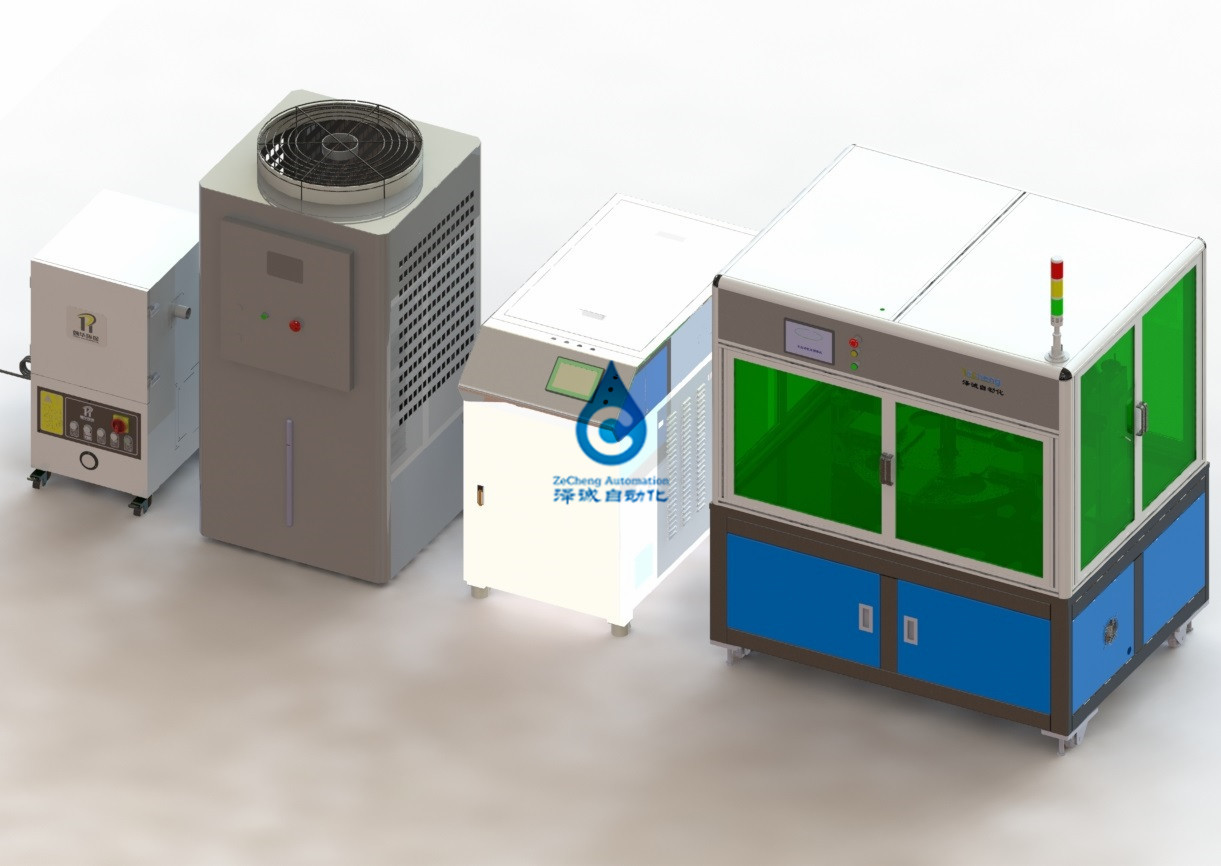
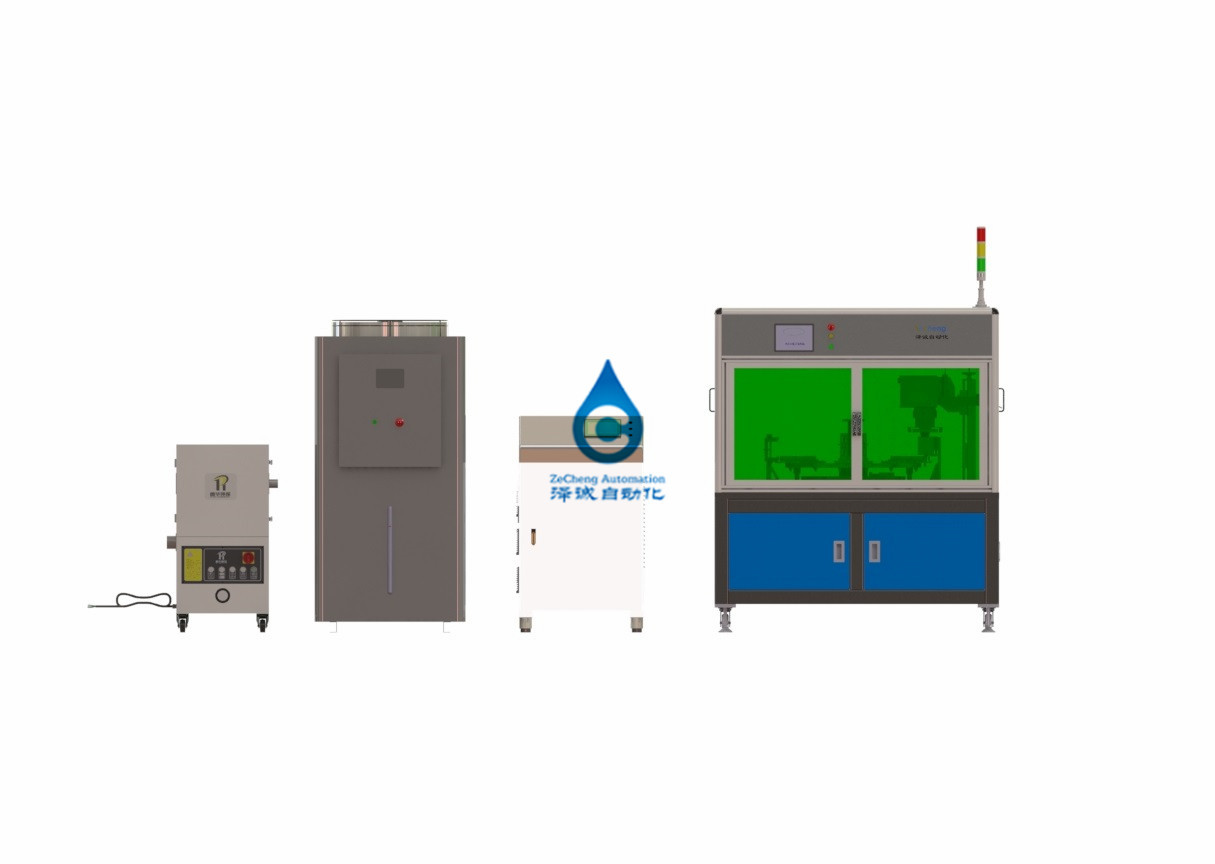
1, introduzione dell'attrezzatura
L'attrezzatura pricipalmente è utilizzata per la saldatura a laser al nichel zinco della colonna del palo della batteria, rispettivamente, per raggiungere il centro che posizionano la pressione, la saldatura a laser della palo-cellula del centro, l'orecchio polare del centro che modellano, la prova di cortocircuito del centro ed altri processi.
2, attrezzatura possono adattarsi ai materiali ed alle specifiche di prodotto ricevuti
2.1. Adattandosi alle specifiche della batteria
Chip unicellulare del palo negativo della batteria di 2.1.1.100 AH 21 pezzo, polo positivo 20 pezzi, complessivamente 2 larghezze monolitiche 68mm, altezza 100mm del palo delle cellule
| Oggetto | Gamma (millimetri) | |
| Spessore (H) | 75 | |
| Larghezza (W) | 176,5 | |
| Lunghezza (L) | 121 |
Prodotto del test di accettazione: batteria al nichel zinco quadrata 100AH
| Oggetto | Gamma (millimetri) | |
| Spessore (T) | 75 | |
| Larghezza (W) | 176,5 | |
| Lunghezza (L) | 121 |
2.1.2. Diagramma di dimensione del piatto
Figura del piatto positivo il pezzo del catodo di figura
2,2, effetto di saldatura;
3 parametri tecnici dell'attrezzatura
3,1, potere totale: ≤15KW;
3,2, alimentazione elettrica: AC380 V±10% 50HZ, sistema a cinque vie trifase;
3,3, aria compressa: MPa del pressure≥ 0,5, ³ /h di flow≥12m;
3,4, fonte di vuoto: ≤-90KPa (fornito dal partito A), ³ /h di suction≥18m;
3,5, peso di attrezzatura: tonnellate ≤1.5. Requisiti al suolo del carico: 650kg/㎡;
3,6, azoto: pressure≥0.5 MPa, ³ /h di <0.2m,
3.7. Dimensioni: (lunghezza) 4620* (larghezza) 1500* (altezza) 2000; (per riferimento soltanto, pricipalmente in natura);
3,8, ≥ 5PPM (efficienza di efficienza dell'attrezzatura di funzionamento dell'attrezzatura, a parte altri fattori, ≥ 99%, ≥ 98% di tasso di sopravvivenza dell'attrezzatura del rendimento di prodotto;
un potere di 3,9 laser: 4000W misto
4. introduzione di funzione
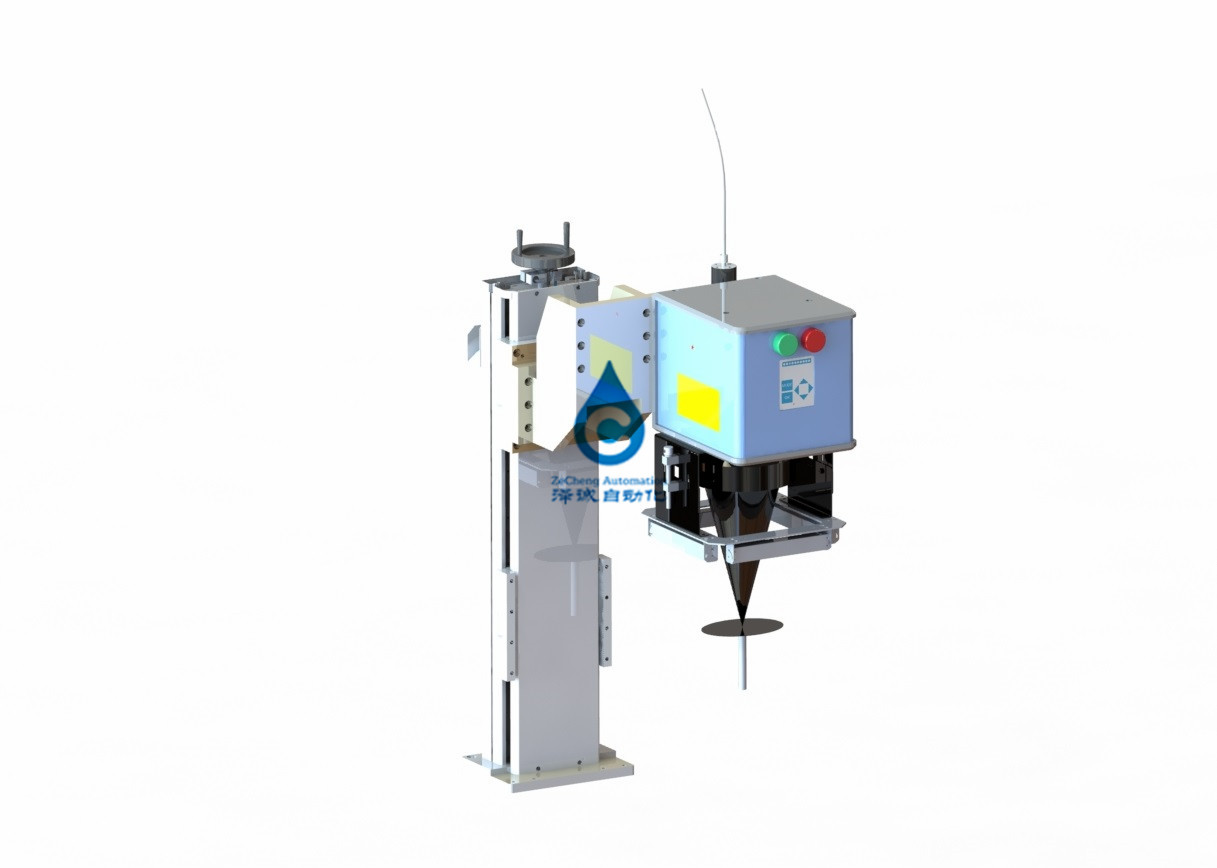
4.1. Saldatura a laser dell'orecchio di Palo che modella i mechanis
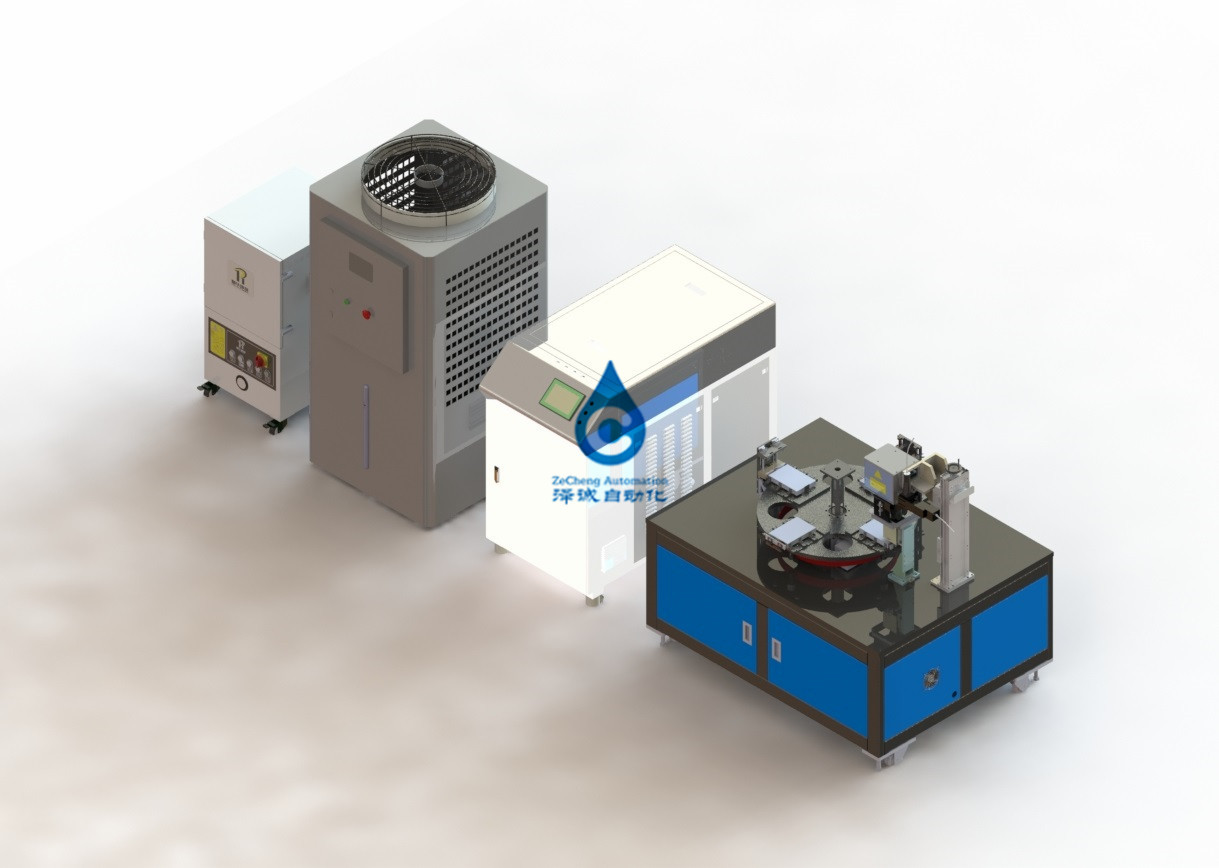
progettazione della piattaforma girevole di 4 stazioni, 1 stazione che carica, posizionare, premente, stazione 2 che preme vuoto della saldatura a laser, una modellatura di saldatura di 3 stazioni, prova di cortocircuito di 4 stazioni.
4,2 posizionamento del materiale sulla cellula
La struttura pneumatica della molla e del cilindro è adottata per stringere il dispositivo, allenta il posizionamento e migliora l'accuratezza dell'operazione di ogni stazione sulla piattaforma girevole.
4,3 saldatura a laser polare dell'orecchio
4.3.1 assemblea del compatto della saldatura a laser: Quando il centro elettrico è trasferito alla stazione della saldatura a laser sulla tavola rotante, comprima il cilindro di compressione e premi l'orecchio elettrico del palo del centro alla colonna del palo per assicurarsi che l'orecchio del palo non sia sciolto durante la saldatura a laser.
4.3.2 componenti della saldatura a laser:
Ospite del laser: L'ospite del laser consiste del laser, la macchina di raffreddamento ad acqua, testa per saldare
Laser: Il laser adotta il laser continuo domestico della fibra di Chuangxin. Vedi la seguente tavola per i parametri tecnici principali
Dispositivo di raffreddamento di acqua: adotti l'unità più fresca calda dell'acqua del doppio di alta precisione
Vedi la seguente tavola per i parametri tecnici principali
| Parametri dell'oggetto | Valori tipici |
| Capacità di refrigerazione | 5KW |
| Il volume del carro armato | 100L |
| Refrigerante | R22 |
| Gamma del controllo della temperatura | Laser 22±1℃, 27±1℃ ottico |
| Funzione dell'allarme | Livello dell'acqua, bassa temperatura, temperatura elevata, sovraccarico, ecc |
| Potere stimato |
AC380V±10%, 50Hz, 3P+N+PE Potere stimato: 3Kw, corrente nominale: 10A |
| Requisiti ambientali | Temperatura 5-45℃, umidità 10-90% |
4.3.3 sistema di vuoto:
Sistema di purificazione del vapore
Per tempestivo e efficacemente assorba il fumo di saldatura, tengono lo spazio di lavoro di saldatura per pulire ed impedire il fumo colpire la qualità di saldatura, l'attrezzatura è fornita di purificatore del fumo.
Il purificatore della polvere e del fumo pricipalmente è composto di bocca di fumo, trasportando il tubo, il fan della ruota, il filtro ed il cotone purificato.
I parametri tecnici principali del purificatore della polvere e del fumo sono indicati nella tavola qui sotto
| Parametri dell'oggetto | Valori tipici |
| Volume di aria massimo | ³ /h di 318m |
| La più grande pressione di vento | 290mbar |
| Il rumore | ≤50db |
| Il materiale del filtrante | PTFE |
| Area di filtro | 9㎡ |
| Precisione di filtrazione | 0.3-1um |
| Efficienza di filtrazione | 99% |
| Il diametro della presa d'aria | Diamete esterno Ø50mm |
| Modo di pulizia della fuliggine | Schiarimento della polvere + raccolta di polvere automatici del cassetto |
| Capacità del contenitore di polvere | 20L |
| Grado di protezione | IP55 |
| Peso | 180Kg |
| Dimensione | 650W×650D×1419H (millimetro) |
|
I requisiti dell'alimentazione elettrica
|
AC380V, 50Hz.Rated potere 4KW Corrente nominale 10A, fissante 3P+N+PE |
| Requisiti ambientali | 5-45 temperatura del ℃; 10-90% umidità |
(5) ricostruzione polare dell'orecchio
(7) la tensione di prova
Il cilindro determina il modellante blocco per modellare la posizione dopo saldatura a laser e la modellante pressione è regolabile.
La cellula è premuta e riparata e l'orecchio dell'elettrodo della cellula è collaudato a tensione. Lo schermo di visualizzazione è controllato per distinguere fra tensione qualificata ed incompetente della cellula. Dopo il quel, la batteria è raccolta manualmente e separata.
(7) sistema della piattaforma girevole
Questa componente è determinata da una piattaforma girevole e consiste di un meccanismo di sollevamento. Nello stato di sollevamento, la tavola rotante gira per assicurare che la rotazione del dispositivo e della cellula ad ogni stazione sia regolare e non c'è collisione con altre componenti. Giro nella stazione seguente quando la piattaforma girevole cade, ogni stazione da funzionare.
(8) lista di configurazione di attrezzatura
| Numero | Nome | Quantità | Unità | Nota |
| 1 | Scaffale e copertura | 1 | Metta | |
| 2 | Meccanismo di alimentazione | 1 | Metta | |
| 3 | Meccanismo rotatorio | 1 | Metta | |
| 4 | Cellula che posiziona meccanismo | 1 | Metta | |
| 5 | Meccanismo di saldatura | 1 | Metta | Un insieme del laser 4000W di Chuangxin |
| 6 | Grata di sicurezza | 1 | Metta | |
| 7 | Sistema di prova dell'isolamento | 1 | Metta | |
| 8 | Modellatura e meccanismo di rimozione di polvere | 1 | Metta | |
| 9 | Sistema di controllo elettrico | 1 | Metta |
5. Ambiente di uso del prodotto
5,1 aria compressa: 0.4-0.6mpa; Traffico: 15L/min
alimentazione elettrica 5,2: AC380V monofase; Piccola fluttuazione ±10% di tensione;
umidità relativa 5,3: 30-55%HR;
5,4 nessun gas corrosivo, liquido o gas esplosivo sul sito.
Riferisca prego alla seguente tavola per i collegamenti casuali (per ogni insieme)
| Nome | Specificazione/specificazione | quantità | |
| Documento | Manuale di operazione dell'attrezzatura | 1 | |
| Certificato di approvazione | 1 | ||
| Carta della garanzia | 1 | ||
| Lista di imballaggio | triplice copia | 3 | |
| Strumento | gabinetto di strumento | 1 | |
| Strumenti di manutenzione | Chiave esagonale interna | 1 insieme | |
| Nome di una merce | Marca |
| Commutatore di pulsante | Schneider |
| L'interruttore | Schneider |
| Contattore di CA | Schneider |
| Relè | omron |
| Alimentazione elettrica di commutazione | Trama di Ming |
| Il sensore | omron/panasonic |
| Servomotore ed azionamento | panasonic |
| Componenti pneumatiche | SMC/AIRTEC |
| Ferrovia di guida, cursore, barretta della vite | HWIN |
| Cuscinetto | NSK |
| SpA | panasonic/omron |
| Touch screen | Wilen, controllo di esposizione, |
L'accettazione dell'attrezzatura è divisa nell'pre-accettazione e nell'accettazione finale.
1) Pre-accettazione: L'pre-accettazione sarà effettuata nella società del partito b ed il partito A invierà il personale ed il personale del partito b per confermare la composizione nell'attrezzatura, l'aspetto, la funzione ed i parametri pertinenti. L'attrezzatura che salda continuamente 3 campioni, il tempo di arresto causato dalle ragioni materiali non è contata. Durante l'operazione, l'alta rendimento, funzione ed i parametri tecnici dell'attrezzatura sono stati studiati.
2) Accettazione finale: L'accettazione finale sarà condotta dalla società del partito A. L'attrezzatura sarà trasportata per fare festa il gruppo di lavoro di A e sarà controllata ed accettata dopo installazione e ricerca degli errori. L'attrezzatura che salda continuamente 10 campioni, il tempo morto causato dal materiale non è contata. Durante l'operazione, l'alta rendimento, funzione ed i parametri tecnici dell'attrezzatura sono stati studiati. Se c'è qualunque problema con l'attrezzatura durante il collaudo di accettabilità, il partito B, secondo le esigenze del partito che A, trasforma l'attrezzatura nei limiti del tempo di scarsità.
3) Spiegazione supplementare: Entro un mese dopo l'incarico dell'attrezzatura, se il partito A non riesce ad effettuare la produzione e l'accettazione di prova dovuto materiale insufficiente o le attrezzature sostenenti preparazione o omissione soddisfare le richieste di caratteristica tecnica, l'attrezzatura sarà ritenuta per passare il collaudo di accettabilità.
Il partito B è responsabile dell'organizzazione degli ingegneri professionisti per condurre la formazione professionale per il personale di uso 1-3 e di manutenzione dopo ricerca degli errori dell'attrezzatura del partito A. I contenuti di formazione sono come segue:
1) Capisca i moduli funzionali di intera attrezzatura
2) Modi e precauzioni di utilizzazione per uso adeguato dell'attrezzatura
3) Esempio di programma del dispositivo e descrizione di programmazione
4) Conoscenza di protezione di saldatura
5) Principio e tecnologia di saldatura
6) Istruzioni di manutenzione dell'attrezzatura
Gli oggetti non hanno specificato nella tavola sono ritenuti per essere fuori dall'ambito di fabbricazione e dell'esecuzione dal fornitore.
| Progetto | Fornitore | Compratore | Nota |
| Progettazione e fabbricare | ● | ||
| Imballaggio e trasporto | ● | ||
| Trattamento e disimballare | ● | ||
| Nella fabbrica il trasferimento | ● | ||
| Rifornimento idrico, alimentazione elettrica ed approvvigionamento di gas | ● | Alla posizione corrispondente dell'attrezzatura | |
| Opere di fondazione ambientali | ● | ||
| Preparazione materiale | ● | ||
| Installazione e ricerca degli errori | ● | ||
| Un'esecuzione dei test | ● | ● |
Il sito che incarica il piano si riferisce al processo dell'installazione, di incarico e di addestramento di attrezzatura completati dall'ingegnere dell'attrezzatura al sito dell'utente.
| Un progetto | Tempo |
| Diriga il disimballaggio ed il trasporto di attrezzatura verso la posizione designata | 2H |
| Ispezione di qualità dell'attrezzatura ed acqua e preparazione di elettricità | 2H |
| Eliminazione degli errori materiale ricevuta di processo e della preparazione | 4H |
| Produzione di prova del campione ed ottimizzazione trattata | 8H |
| Produzione in serie debole | 8H |
| Formazione di processo e di operazione | 4H |
| Istruzione del computer | 4H |
| Riqualificazione di processo e di operazione | 4H |
| Manutenzione quotidiana e manutenzione di attrezzatura | 4H |













