
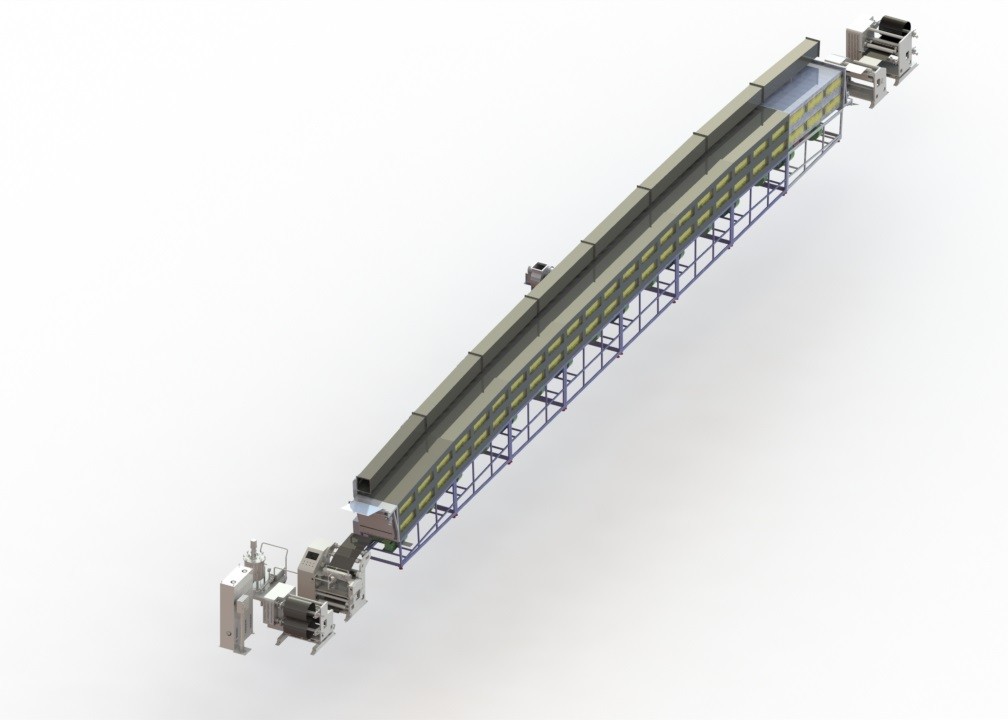
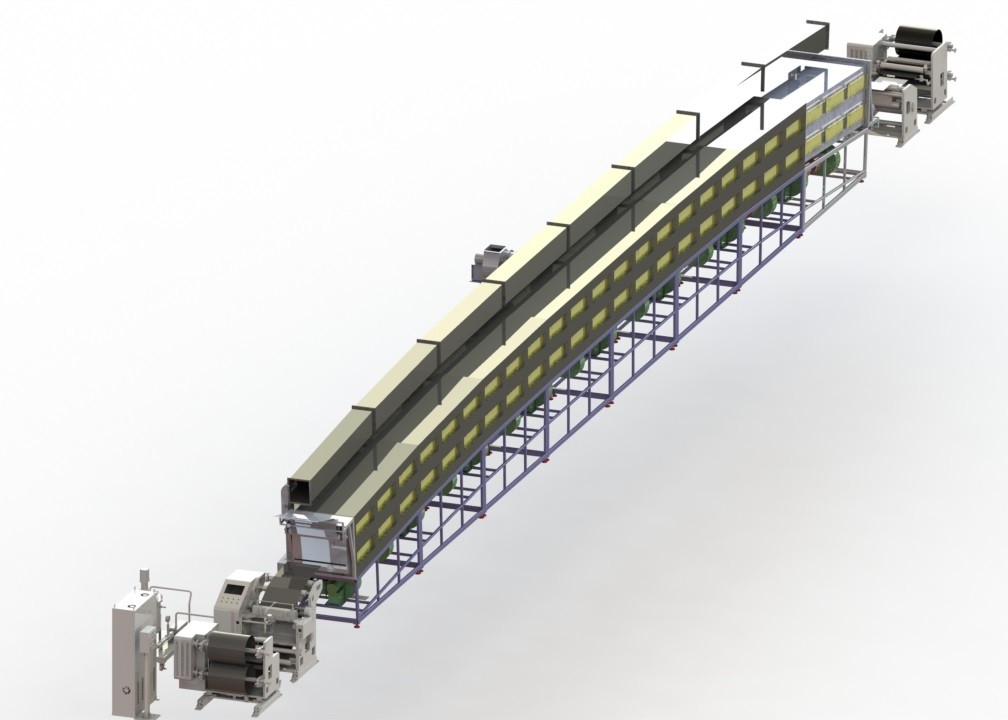
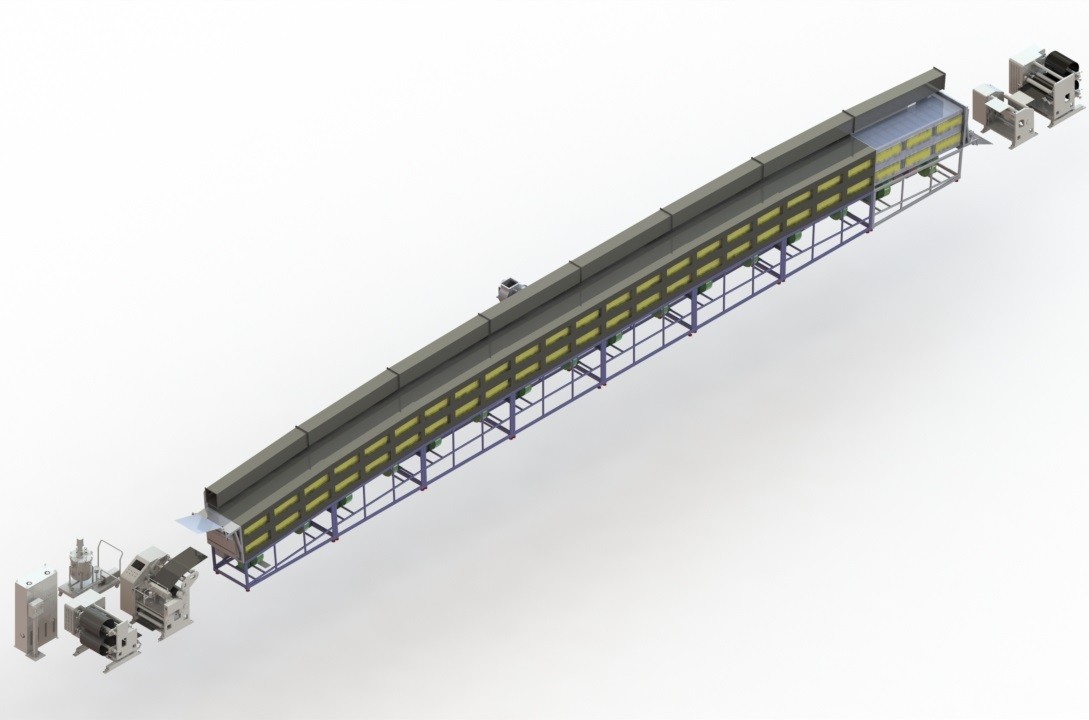
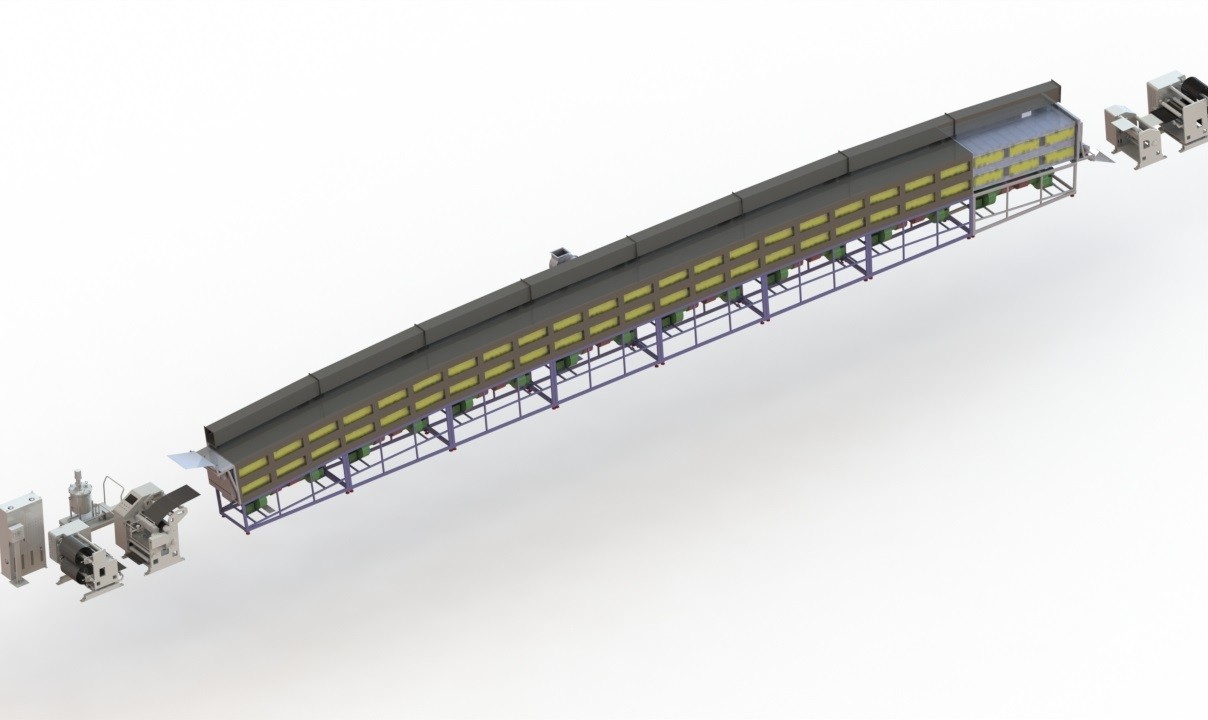
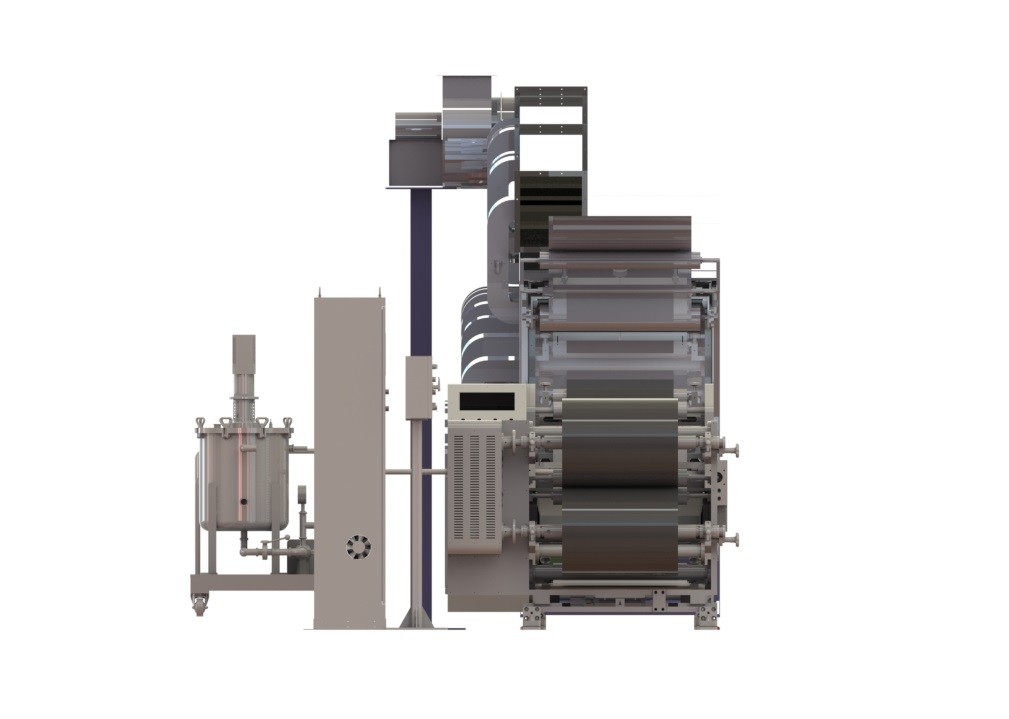
Macchina di rivestimento automatica dell'estrusione per la linea di produzione della batteria del fosfato del ferro del litio
(i) specifiche dell'attrezzatura:
1. spessore del substrato: di alluminio: 0,012 ~ stagnola del rame di 0.030mm: 0,010 ~ 0.030mm.
2, larghezza del substrato: di alluminio: 400 ~ stagnola del rame di 700mm: 400 ~ 700mm.
3, lo spessore ricoprente bagnato massimo: 100 ~ 500 m. (nell'ambito della viscosità dei residui permessa).
4. larghezza massima di rivestimento: 680mm.
5. velocità muoventesi della cinghia meccanica: max15m/minuto.
6. lunghezza totale della macchina: circa 25m.
(ii) prestazione dell'attrezzatura:
1. metodo ricoprente:
rivestimento intermittente 1,1:
primo rivestimento automatico laterale della sezione di lunghezza fissa 1.1.1.
rivestimento della sovrapposizione del primo lato di inseguimento automatico del retro 1.1.2.
rivestimento continuo 1,2: rivestimento intermittente zero.
2. La più breve lunghezza di discontinuità (senza spazio in bianco del rivestimento): 12mm.
Lunghezza ricoprente minima: 20mm.
Rivestimento + intervallo minimi: 50mm.
3. accuratezza ricoprente (vedi allegato disegnando A/B):
errore di precisione 3,1 di spessore asciutto: singolo lato 2 m.; Entrambi i lati 4 m. (testa/coda ed i lati esclusi, vedono l'immagine allegata).
errore di allineamento 3,2 di rivestimento anteriore e posteriore: 0.5mm.
errore di lunghezza medio 3,3: 0.5mm.
errore medio di larghezza 3,4: 1.0mm.
4. diametro interno del centro d'avvolgimento: 3" adotta l'asse del gonfiamento dell'aria.
5, controllo di tensione: sistema a ciclo chiuso di controllo di tensione, regolabile continuo.
6. accuratezza di rettifica del regolatore: 0.2mm.
7. L'operatore azionerà il meccanismo ricoprente a partire dalla parte anteriore.
8. aggiunga un dispositivo di mescolatura lineare al carro armato di alimentazione e la velocità di mescolatura può essere regolato secondo la viscosità dei residui.
9. asciugare forma:
essiccazione dell'aria calda 9,1: riscaldamento elettrico 9KW 2 2+18KW 4=108KW.
9,2 il riscaldamento superiore e più basso delle prime e seconde sezioni del forno di essiccazione sono controllati indipendente e le sezioni superiori e più basse delle terze e seste sezioni del forno di essiccazione sono riscaldate esclusivamente e le sezioni superiori e più basse sono arieggiate esclusivamente.
mandata aria 9,3: m3/1000 h * m3/2 * 2 + 1500 h = 10000 x 4 m3/h (il volume di aria di ogni sezione è indipendente regolabile).
9,4 volumi dell'aria di scarico: 6000m3/h, adeguamento più umido manuale.
9,5 il primo forno di essiccazione sono forniti del rullo di azionamento, della distribuzione dell'arco e di servo azionamento; La presa d'aria superiore e più bassa delle prime e seconde sezioni è controllata rispettivamente da un fan indipendente di conversione di frequenza; Il terzo ~ sei sezioni nel demeanour elegante con l'adeguamento manuale dell'ammortizzatore.
10. lunghezza del forno: 3m/segmento 6 =18m.
Materiale del forno: sia all'interno che all'esterno sono fatti di acciaio inossidabile.
12, temperatura del forno: temperatura ambiente 140 a ℃, ogni precisione indipendente regolabile del controllo della temperatura (+/- 1 ℃.
13. Funzione di conteggio: singolo chip che conta modo.
14. See ha allegato la figura C per la selezione della direzione dell'attrezzatura.
Nota: gli indici di cui sopra dovrebbero lavorare la cosa migliore quando lo stato dei residui (viscosità, granularità, uniformità, ecc.) abbina la regolazione di ogni parametro dell'attrezzatura.
(iii) flusso trattato:
Il materiale di base dell'elettrodo disposto sul dispositivo d'avvolgimento fornisce il sistema di tensione dopo la correzione automatica di deviazione e poi fornisce la testa d'avvolgimento dopo la regolazione della tensione d'avvolgimento. L'elettrodo è ricoperto secondo la procedura di regolazione del sistema d'avvolgimento. Dopo avere ricoperto lo strato bagnato nel forno dall'essiccazione dell'aria calda. Dopo l'essiccamento dell'adeguamento del sistema di tensione del piatto e controlli la velocità di avvolgimento, di modo che e sincronizzazione ricoprente della velocità. Il piatto di palo è corretto automaticamente dal sistema di correzione di deviazione per tenerlo nella posizione stabilita ed il dispositivo del riavvolgimento è utilizzato per riavvolgere.
(iv) panoramica dell'attrezzatura
Quantità di nome dell'istituzione
Dopo il rotolamento del meccanismo .................................... (1)
Il rivestimento .............................. (1)
L'essiccatore è buono ...... (1)
Della raccolta delle istituzioni .......................................... (1)
… (1)
• il sistema di controllo .................................... (1)
1. meccanismo di svolgimento (con il dispositivo di rettifica automatico):
(1) modo: tipo fisso monoassiale.
(2) (diametro: 450 millimetri Φ massimo.
(3) peso d'avvolgimento: max300kg.
(4) il centro della bobina: diametro interno 3" (la bobina è fornita dall'utente).
(5) pressione del tamburo: asse di gonfiamento dell'aria.
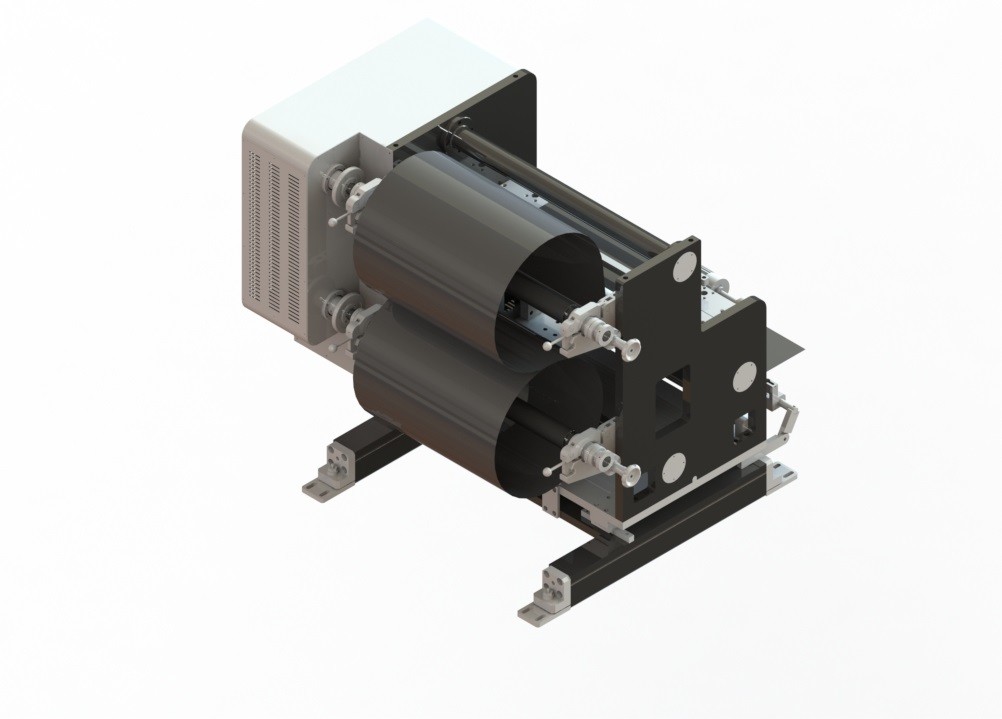
2. meccanismo ricoprente:
Questo meccanismo è composto di depressione di alimentazione, di rullo del rivestimento, di rullo della ruspa spianatrice, di rullo posteriore, di motore di azionamento, di riduttore, di sensore di fibra ottica, di cuscinetto di precisione e di componenti pneumatiche ad alto rendimento. Fra loro, il servomotore, il riduttore ed il controllo pneumatico sono prodotti importati ed i cuscinetti sul rullo del rivestimento e sul rullo posteriore sono cuscinetti importati di precisione. Interfaccia uomo-macchina, SpA ed altre componenti del sistema di controllo ricoprente intermittente, secondo il programma del rivestimento di progettazione di dimensione di processo dell'utente.
Il modo ricoprente ha due modi di lavoro di rivestimento continuo e di rivestimento intermittente. La lunghezza ed il gioco del primo lato e del lato posteriore possono essere fissati rispettivamente. I parametri possono essere regolato continuamente secondo la specificazione della batteria, (accuratezza 0.01mm di risoluzione di singolo impulso). Rivestimento posteriore dal sensore a fibra ottica che segue il primo posizionamento automatico, secondo il rivestimento dell'insieme di parametri indietro. Il rullo ricoprente e gli indicatori di velocità posteriori del rullo possono essere messi sul touch screen e sull'esposizione. L'adeguamento di spessore di rivestimento può essere raggiunto regolando la rimozione della lama o cambiando il rullo ricoprente ed il rapporto posteriore della velocità del rullo.
(1) il rotolo di applicatore ed il suo meccanismo di trasmissione: il rotolo di applicatore Ф 160 millimetri nella rigidità del rullo di alta precisione e del diametro, entrambe l'estremità tramite installato nel gruppo di alta precisione indipendente dei cuscinetti all'interno del supporto sopportante, rotolo di applicatore composto di servomotore ed azionamento dell'ingranaggio di azionamento del riduttore di precisione.
(2) rotolo di pizzico del punto di riferimento e rotolo di sostegno e la sua trasmissione ed in un meccanismo: rotolo di pizzico del punto di riferimento Ф 160 millimetri nella rigidità del rullo di alta precisione e del diametro, premente rullo per il rullo di gomma. Il rotolo posteriore per Ф un diametro da 160 millimetri, rullo di gomma speciale si conclude tramite installato nell'indipendente i cuscinetti di alta precisione dentro il sedile sopportante, il rotolo di pizzico del punto di riferimento ed il rotolo di sostegno consiste di un insieme del servomotore e dell'azionamento preciso dell'ingranaggio di azionamento della decelerazione.
Il sedile sopportante della parte di cui sopra del backroll è installato sulla ferrovia di guida che può avanzare e ritirarsi. Il meccanismo dell'retrocessione e di avanzamento è composto di due parti:
() un meccanismo pneumatico dell'retrocessione e di avanzamento composto di circa due insiemi dei cilindri indipendenti può realizzare l'avanzamento del rullo e l'retrocessione posteriori nel corso del ricoprire il piercing capo e la pulizia.
(b) gli insiemi destri e sinistri sono determinati dal meccanismo preciso dell'retrocessione e di avanzamento composto di servomotore, ecc., per realizzare l'avanzamento e l'retrocessione ed il posizionamento precisi del rullo posteriore durante il rivestimento intermittente. Durante l'operazione ricoprente discontinua, il colpo dell'retrocessione e di avanzamento, la velocità, la lunghezza della sezione del rivestimento, la lunghezza discontinua ed altri parametri sono fissati dal touch screen prima di rivestimento e l'avanzamento e l'retrocessione del rullo posteriore sono controllati dai parametri stabiliti per rivestimento discontinuo. Il colpo dell'retrocessione e di avanzamento del rullo posteriore è messo dal touch screen prima di ricoprire.
(3) il meccanismo di regolazione di lacuna del rotolo del rullo e di applicatore della ruspa spianatrice: il rullo della ruspa spianatrice è lama Ф di virgola 160 millimetri di diametro, è sostenuto dal supporto della ruspa spianatrice di entrambe l'estremità, blocchetto della ruspa spianatrice installato sulla ferrovia di guida può sollevare su e giù. La ruspa spianatrice ha un cilindro di rotazione che può girare la lama di pulizia e la lama è posizionata dal meccanismo di posizionamento. Lo spazio fra il rullo della ruspa spianatrice ed il rullo del rivestimento è controllato dal servomotore.
![]()
3. Essiccatore:
L'essiccatore consiste del fan, il riscaldatore a aria, l'incubatrice, la porta di ispezione, tubo di scarico ecc. La scatola dell'isolamento può essere divisa nelle sezioni per controllare la temperatura. Le parti interne ed esterne della scatola sono fatte del piatto di acciaio inossidabile. Le prese d'aria dello sbocco e dell'entrata sono fornite del volume di aria che regola l'ammortizzatore, che può regolare il volume di aria dello sbocco e dell'entrata secondo i bisogni. Dopo che lo strato rivestito del bagnato-palo entra nel forno di essiccazione, il metodo superiore e più basso dell'essiccazione della dotazione d'aria è adottato nel forno per essiccazione altamente efficiente. L'aria asciutta è inviata dal fan attraverso il sistema di aria calda per il riscaldamento e poi è inviata nel forno ed il foro di aria soffia anche al rivestimento bagnato. La progettazione di essiccazione e del sistema di ventilazione assicura che il processo di secchezza sia azionato sotto pressione negativa, assicurando sanità e sicurezza degli operatori.
4. meccanismo della presa:
Il dispositivo consiste di un meccanismo di rettifica allo sbocco del forno, di un meccanismo di galleggiamento di tensione del rullo, di un dispositivo di azionamento della presa e di un sistema del sensore di tensione della presa. Il piatto nel rivestimento (rivestimento intermittente) e nel processo di essiccamento per mantenere la tensione costante e controlla la velocità di avvolgimento e la velocità ricoprente nella sincronizzazione.
![]()
![]()
![]()
5. Meccanismo di bobina:
(1) modo: bobina di unico asse.
(2) quando la stagnola è rotta durante il funzionamento, il materiale di base stato necessario per collegare la stagnola può essere estratto manualmente dall'asse del riavvolgimento.
(3) diametro d'avvolgimento: 450 millimetri Φ massimo.
(4) peso d'avvolgimento: 300kg massimo.
(5) bobine: diametro interno 3" (bobine fornite dall'utente).
(6) pressione del tamburo: modo dell'asse di espansione dell'aria.
6. sistema di controllo automatico per essiccazione ricoprente:
sistema di controllo di 6,1 rivestimenti:
Questo sistema è composto di SpA originale importato, il servomotore, il servo amplificatore, il touch screen a 10,4 pollici di colore, il sensore di fibra ottica, elettrovalvola a solenoide pneumatica ecc. Touch screen a 10,4 pollici come interfaccia uomo-macchina, schermo amichevole, esposizione intuitiva, facile da operare.
Durante il processo di rivestimento dell'attrezzatura, la velocità lineare del rullo ricoprente ed il numero dei piatti del rivestimento sono visualizzati automaticamente sul touch screen e l'insieme di parametri può essere regolatoe in qualunque momento secondo i requisiti del processo di produzione.
Quando il guasto di attrezzatura, il touch screen visualizzerà lo schermo corrispondente di correzione, di modo che l'operatore con un'occhiata, per facilitare l'attrezzatura d'analisi guasti.
6,2 temperature e controllo:
Il sistema è composto di regolatore della temperatura, la termocoppia, relè ecc. La temperatura interna di ogni forno di essiccazione è misurata ed automaticamente è controllata.
(v) metodi di accettazione:
1. Il compratore preparerà la sua propria esecuzione dei test ed il fornitore condurrà il collaudo di accettabilità preliminare conformemente alle norme della fabbrica dell'attrezzatura del fornitore.
2. selezioni parecchie specifiche rappresentative della batteria per l'accettazione della lunghezza di intervallo e del rivestimento che fissa i dati.
(6), il compratore dovrebbe portare avanti la loro propria alimentazione elettrica: 3 Ф 380 v, 50 hertz 140 chilowatt.
Fonte di aria: 0,5 ~ 0.7mpa.
(vii) colore di aspetto: il colore risponderà alla norma del fornitore o dell'etichetta di colore fornita dal demander.
(viii) lista dei pezzi di ricambio: un rullo del rivestimento, rullo della ruspa spianatrice e rullo posteriore













