
Macchina di laminazione automatica della laminazione di Zc Lm18d dei semi automatici della macchina
Impilatore semiautomatico di ZC-LM18D
1 introduzione all'attrezzatura
1,1 usi
Il dispositivo è utilizzato in una pila a forma di z di batterie di potere dello litio-ione.
L'attrezzatura include il palo superiore artificiale alla stazione diposizionamento, robot artificiale di spinta per prendere il percorso a forma di z, l'impilamento automatico, il diaframma tagliato artificiale, la colla artificiale, materiale artificiale.
1,2 caratteristiche
Riduca il contatto artificiale durante il processo d'impilamento, riduca il cortocircuito e l'autoscarica interni del centro;
Il diaframma attivamente libera il rotolo, la consistenza di tensione è buono;
Alta precisione;
L'attrezzatura è stabile;
La progettazione facile da usare è semplice funzionare.
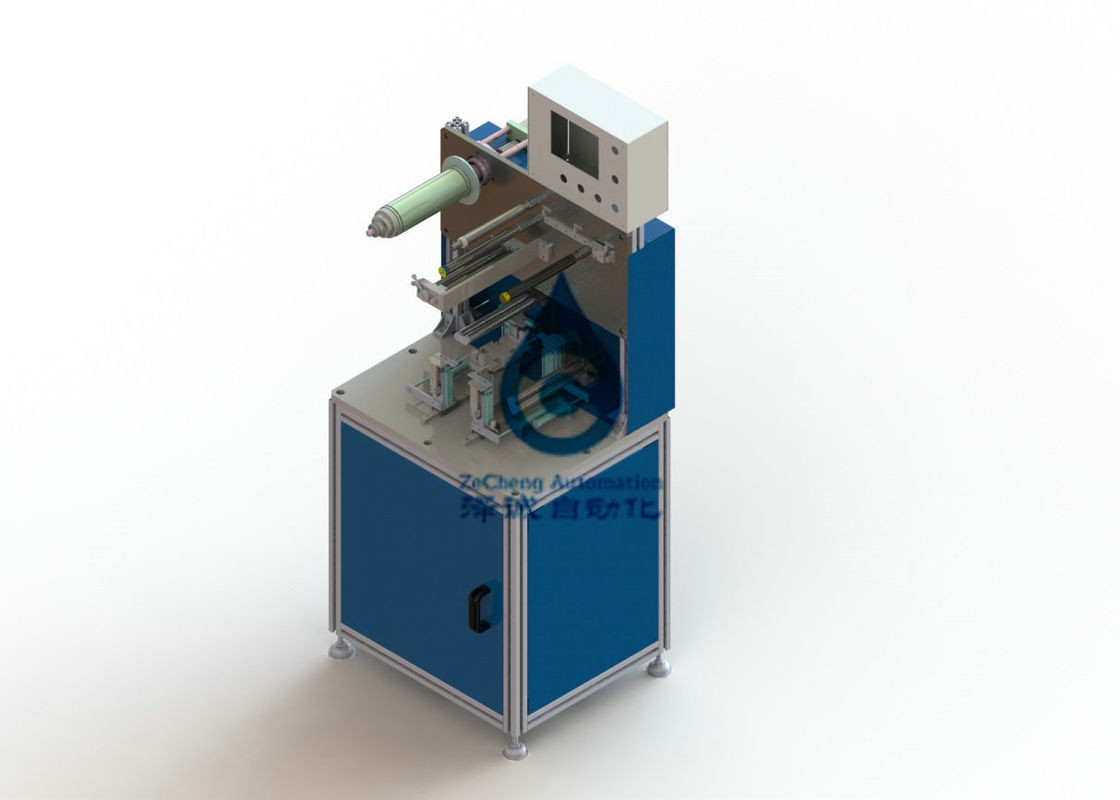
1,3 disegni schematici della disposizione
![]()
Peso dell'attrezzatura: circa 180kg, in base al peso reale, al controllo del peso totale ed al rapporto portante di area di 500kg/m2.
![]()
1,4 struttura e funzione
| NO.1 | sistema | descriva |
| 1 | Sistema di appoggio | Contiene il corpo del substrato. La parte principale del substrato gioca un'attrezzatura sostenente e di riparazione di ruolo nel complesso; |
| 2 | Sistema di svolgimento del diaframma |
Comprende l'assemblea di svolgimento del diaframma e l'assemblea di tensione.
Componente di svolgimento del diaframma: la bobina del diaframma è riparata dal principio di espansione, tenente la consistenza della distanza verticale fra il diaframma ed il substrato e per mezzo del motore di CC per realizzare lo svolgimento continuo del diaframma.
Componenti di tensione: buona consistenza di tensione.
|
| 3 | Sistema di posizionamento secondario di Palo |
Il piatto di palo è disposto manualmente nella piattaforma di posizionamento secondaria ed il piatto di palo è posizionato meccanicamente.
|
| 5 | Sistema di manipolazione per recupero materiale |
Spinga manualmente il manipolatore a destra e a sinistra per muoversi lungo il percorso a forma di z del diaframma, facendo uso del limite meccanico per assicurare la precisione di posizionamento ripetuta;
Il manipolatore adotta un pollone di vuoto quando prende il piatto, che assicura che il palo non sia danneggiato nel corso della presa e del mettere del palo;
|
| 6 | Sistema laminato principale |
La tavola della laminazione è fornita di quattro meccanismi piatto-prementi, che tengono rispettivamente i piatti positivi e negativi sulla tavola della laminazione per assicurare che i piatti di palo non si spostino durante la laminazione.
Durante il processo di laminazione, la discesa della piattaforma è manualmente regolato per mezzo di manopole manuali. |
| 7 | Sistema di taglio del diaframma | Dopo che la laminazione è completata, il diaframma è tagliato manualmente. |
| 8 | Sistema di controllo | Compreso lo SpA, il software di sistema, controlla l'impiego globale delle attrezzature; |
| NO. | SISTEMA | DESCREP |
| 1 | Sistema di appoggio | Contiene il corpo del substrato. La parte principale del substrato gioca un'attrezzatura sostenente e di riparazione di ruolo nel complesso; |
| 2 | Sistema di svolgimento del diaframma |
Comprende l'assemblea di svolgimento del diaframma e l'assemblea di tensione.
Componente di svolgimento del diaframma: la bobina del diaframma è riparata dal principio di espansione, tenente la consistenza della distanza verticale fra il diaframma ed il substrato e per mezzo del motore di CC per realizzare lo svolgimento continuo del diaframma.
Componenti di tensione: buona consistenza di tensione.
|
| 3 | Sistema di posizionamento secondario di Palo | Il piatto di palo è disposto manualmente nella piattaforma di posizionamento secondaria ed il piatto di palo è posizionato meccanicamente. |
| 5 | Sistema di manipolazione per recupero materiale |
Spinga manualmente il manipolatore a destra e a sinistra per muoversi lungo il percorso a forma di z del diaframma, facendo uso del limite meccanico per assicurare la precisione di posizionamento ripetuta;
Il manipolatore adotta un pollone di vuoto quando prende il piatto, che assicura che il palo non sia danneggiato nel corso della presa e del mettere del palo; |
| 6 | Sistema laminato principale |
Spinga manualmente il manipolatore a destra e a sinistra per muoversi lungo il percorso a forma di z del diaframma, facendo uso del limite meccanico per assicurare la precisione di posizionamento ripetuta;
Il manipolatore adotta un pollone di vuoto quando prende il piatto, che assicura che il palo non sia danneggiato nel corso della presa e del mettere del palo; |
| 7 | Sistema di taglio del diaframma | Dopo che la laminazione è completata, il diaframma è tagliato manualmente. |
| 8 | Sistema di controllo | Compreso lo SpA, il software di sistema, controlla l'impiego globale delle attrezzature; |
11,5 componenti principali
| NO.1 | Il nome dice | marca |
| 1 | Valvola della batteria e del cilindro | SMC/AirTAC |
| 2 | SpA | OMRON |
2. Fabbisogni di materiali applicabili dell'attrezzatura
portata 2,1 dei materiali applicabili
|
Cassa del calibro della macchina progetto |
DSP-SS-C | ||
|
materiale
specifiche |
Pezzo di palo | Lunghezza/tolleranza positive (millimetri) | 100~200/0.2 (a parte le orecchie polari) |
| Larghezza/tolleranza positive (millimetri) | 70~130/0.2 | ||
| Lunghezza/tolleranza negative (millimetri) | 100~200/0.2 (a parte le orecchie polari) | ||
| Larghezza/tolleranza negative (millimetri) | 70~130/0.2 | ||
| Spessore del polo positivo (millimetri) | 0.10-0.28 | ||
| Spessore dell'anodo (millimetri) | 0.10-0.28 | ||
| Il diaframma | Larghezza (millimetri) | 80-205 | |
| Spessore (m) | 20-45 | ||
| Diametro esterno massimo (millimetri) | φ250 | ||
| Diametro interno del tubo della carta (millimetri) | 3" | ||
2,2 fabbisogni di materiali ricevuti
3. Specifiche di prodotto fabbricanti dell'attrezzatura
3,1 specifiche di prodotto che possono essere fabbricate
| progetto | Gamma (millimetri) | |
| Lo spessore della H | 7~30 | |
| La larghezza di W | 70~130 | |
| Lunghezza L (a parte le orecchie polari) | 100~200 |
Nota: nel laminare i piatti delle specifiche differenti, è necessario da regolare la posizione di altre parti quale il piatto inferiore mobile e piatto di posizionamento della scatola di rifornimento di carburante.
Gli elementi principali del cambiamento sono come segue (per riferimento)
| Intervallo di grandezza del cambiamento | Materiale principale per cambiamento | Tempo di HuanXing |
| Adeguamento di dimensione: 0 ~ 10mm | Meccanismo di posizionamento secondario: posizionamento secondario del piatto inferiore | Entro 0,5 ore |
| Adeguamento di dimensione: 10 ~ 50mm | Meccanismo di posizionamento secondario: meccanismo di posizionamento secondario del manipolatore del pavimento: meccanismo di laminazione della tavola del manipolatore del piatto interno del pollone: piatto inferiore | Entro 1 ora |
| Adeguamento di dimensione superiore a 50mm |
Meccanismo di posizionamento secondario: base di appoggio di posizionamento secondaria, posizionante deflettore
Meccanismo del manipolatore: meccanismo di laminazione della tavola del manipolatore del piatto interno del pollone: piatto inferiore, piastra di sostegno |
Entro 1,5 ore |
4. Parametri dell'attrezzatura
4,1 parametri di prestazione principali
|
Specifiche della macchina progetto |
DSP-SS-C | |
|
|
Impilando velocità (fetta di s) | 3.0-4.0s (relativo a competenza di operazione) |
| Accuratezza dell'allineamento fra il palo ed il diaframma | Deviazione concentrare di meno di 0.5mm (longitudinale) | |
| Diaframma ad accuratezza di allineamento del diaframma | La deviazione di allineamento del fronte dell'estremità è meno di 0.5mm | |
| Singola accuratezza di allineamento del chip | ±0.2mm | |
| Accuratezza globale di allineamento del palo | ±0.5mm | |
| Orario di lavoro dell'installazione di una volta del chip (h) | 0,5 | |
| Numero del laminato di | Può essere messo | |
| Tasso del passaggio del prodotto | ≥98% | |
| Tasso del movimento del dispositivo | ≥95% | |
altri 4,2 parametri
| NO.1 | progetto | Si riferisce alla norma | Per la nota |
| 1 | Colore di aspetto di attrezzatura | Cenere calda 1C della norma internazionale | O come specificato dal cliente |
| 2 | interfaccia | Cinese | |
| 3 | Rumore dell'attrezzatura | 80dB (eccezione fatta per le ragioni materiali, quale il nastro che sbuccia suono) | Misura 1m a partire dal dispositivo |
| 4 |
Targhetta dell'attrezzatura
|
Inclusione nome dell'attrezzatura, modello, l'alimentazione elettrica, numero della fabbrica, ecc | |
| 5 | Norme di sicurezza | Riferimento 5226,1 GB | Requisiti di sicurezza meccanici/elettrici e protettivi |
5. Ambiente di uso dell'attrezzatura
6. Lista di consegna dell'attrezzatura
6,1 oggetti casuali
| NO.1 | Il nome dice | quantità | Presenti il tempo | Per la nota |
| 1 | Strumenti speciali di manutenzione e di ricerca degli errori | 1 messo/insiemi | Quando la consegna | Chiave esagonale interna |
| 2 |
Istruzioni operative, compreso:
1. Istruzioni di operazione dell'attrezzatura;
1. 2. riparazione e manutenzione di attrezzatura; |
1 insieme di | Quando la consegna | |
| 3 | Lista di imballaggio e certificato di qualificazione del prodotto | 1 messo/insiemi | Quando la consegna | |
| 4 | Disegno PDF d'uso delle parti | 1 insieme di | Quando la consegna |
lista 6,2 delle parti d'uso
Il partito a può acquistarlo esclusivamente se necessario.
| NO.1 | Il nome dice | Calibro, | Singolo pezzo | quantità | Per la nota |
| 1 | Mandrino di vuoto | / | PCS | 20 | Pezzi meccanici |
accettazione dell'attrezzatura 7
modello del prodotto di 7,1 accettazioni: un prodotto in articolo 3,3 sarà usato come il modello dell'accettazione.
un processo di 7,2 accettazioni
L'accettazione è divisa in due fasi: pre-accettazione ed accettazione finale.
I materiali di accettazione saranno forniti dal partito A.
I materiali e la quantità richiesti per l'pre-accettazione sono come segue:
| NO.1 | Il nome del materiale | quantità | Per la nota |
| 1 | Piatto positivo | 100 pezzi | |
| 2 | Il pezzo del catodo | 片 100 | |
| 3 | Il diaframma | Volume 1 | La quantità è abbinata con il pezzo di palo |
| NO.1 | Il nome del materiale | quantità | Per la nota |
| 1 | Piatto positivo | 200 pezzi | |
| 2 | Il pezzo del catodo | 200 | pezzi |
| 3 | Il diaframma | Volume 1 | La quantità è abbinata con il pezzo di palo |
pre-accettazione 7.2.1
l'Pre-accettazione sarà condotta alla fabbrica del partito b.
Gli oggetti dell'accettazione includono:
Funzioni dell'attrezzatura;
Aspetto dell'attrezzatura;
Prestazione dell'attrezzatura: meno di 80% dell'obiettivo specificato;
Al completamento del collaudo di accettabilità, i rappresentanti del partito a e del partito b firmeranno insieme il rapporto dell'pre-accettazione come la base per la spedizione dell'attrezzatura.
Se il partito a non riesce a condurre il collaudo di accettabilità alla fabbrica del partito b, il partito b presenterà il rapporto dell'pre-accettazione per fare festa la a per la firma e la conferma.
accettazione finale 7.2.2
L'accettazione finale sarà condotta alla fabbrica del partito a.
Il partito a pubblicherà una conferma scritta dell'installazione e di incarico di attrezzatura fare festa la b entro 3 giorni lavorativi dopo il completamento dell'installazione e di incarico di attrezzatura. Se l'attrezzatura non può essere installata e messa a punto nei 7 giorni dopo la consegna dovuta fare festa la a, l'installazione e la ricerca degli errori saranno ritenute per essere completate.
Il partito a organizzerà il collaudo di accettabilità finale entro i 3 giorni dopo il completamento di installazione e la ricerca degli errori dell'attrezzatura e dopo che soddisfa le richieste acconsentite nell'accordo tecnico.
I criteri di accettazione sono conforme all'articolo 4.
Se ci sono oggetti incompetenti, il partito b farà la rettifica. Dopo che la rettifica è completata, gli oggetti incompetenti saranno controllati ancora ed accettati.
Il partito a emetterà un certificato redatto dell'accettazione del prodotto per fare festa la b entro 3 giorni lavorativi dopo l'ispezione finale dell'attrezzatura. Se l'accettazione finale non può essere effettuata i 15 giorni dopo il completamento dell'installazione e dell'eliminazione degli errori di attrezzatura dovuto le ragioni del partito a o la produzione accumulativa di 100 prodotti (una delle due circostanze si incontra) ed il partito a non riesce a sollevare le interrogazioni scritte, l'accettazione finale sarà ritenuta per essere qualificata.
L'attrezzatura sarà messa a punto secondo il modello dell'accettazione specificato in questo accordo. Se il partito a ha bisogno del partito b di cooperare con il tipo ricerca degli errori del cambiamento, sarà implementato dopo l'accettazione finale dell'attrezzatura.
servizio di assistenza al cliente 8
A partire dalla data di arrivo dell'attrezzatura per fare festa la a, il partito b sarà responsabile gratis e garanzia tempestiva dell'non errore entro un anno (partito b risponderà entro 12 ore dopo la ricezione della garanzia). Nel caso di più di un anno, il partito b aiuto tempestivo nella manutenzione post-vendita ed il partito a pagherà i materiali ed i costi di mantenimento pertinenti.
9. Diritti ed obblighi di entrambi i partiti
| NO.1 | progetto | responsabilità | Nota (" xx «significa il partito d'impresa) | |
| Partito a | Partito b | |||
| 1 | Costruzione del fondamento | ○ | Mezzo come necessario | |
| 2 | Il partito b mette a punto i materiali sul sito | ○ |
Fornito al ricevimento dell'avviso del partito b
|
|
| 3 | trasporto | ○ | ||
| 4 | Il trattamento scaricante | ○ | Disponga la posizione di installazione e riparila | |
| 5 | Stati sostenenti dell'attrezzatura | ○ | ||
| 6 | Costruzione di conduttura dell'aria | ○ | La pressione è richiesta essere stabile e la fonte di aria soddisfa le richieste pertinenti di parametro | |
| 7 | Costruzione elettrica | ○ | L'interruttore di accensione indipendente è richiesto ed il regolatore di potere si aggiunge se necessario | |
| 8 |
I collegamenti
Aria più |
○ | L'interfaccia indipendente di fonte del commutatore dell'aria e di aria è richiesta | |
| 9 |
I collegamenti secondari
Fissando all'infuori del di cui sopra
Preparazione del cavo |
○ | I collegamenti frantumati del condotto sono utilizzati fra le macchine | |
| 10 |
Installazione e ricerca degli errori
Potere, aria compressa, materiali del sintonizzatore |
○ | ○ |
Il partito a sistemerà gli operatori pertinenti, il personale di manutenzione ed il personale tecnico per cooperare con il partito a
|
| 11 |
addestramento
treno 11,1 il personale designato dal partito a per azionare correttamente l'attrezzatura ed affare con i guasti comuni dell'attrezzatura;
11,2 il contenuto di formazione comprendono la conoscenza di manutenzione di intero sistema di controllo e del sistema meccanico e forniscono i materiali di formazione;
11,3 il partito a sopporterà tutte le perdite causate tramite l'impiego delle attrezzature dal personale non formato e non approvato dal partito B. |
○ | ○ | Il partito a designerà il personale che è riparato e non può essere sostituito a volontà; Il partito b fornirà due opportunità di formazione e tasse libere per la terza volta: costo di viaggio. |
| 12 |
Clausola di riservatezza
12,1 ogni partito avranno l'obbligo di tenere confidenziale tutti i dati e documenti tecnici forniti dall'altro partito e non li trasmetteranno o non riveleranno ad alcuni terzi in tutti i modi senza il permesso dell'altro partito;
12,2 il partito a decide non copiare tale attrezzatura da sè o qualunque altri terzi, altrimenti, sopporterà tutte le perdite causate per fare festa il B. |
○ | ○ | |
| 13 |
Aggiornamento del prodotto:
Il debito per fare festa lo sviluppo tecnico della b, miglioramento dell'attrezzatura e miglioramento della prestazione, partito b sarà responsabile del miglioramento alla richiesta del partito a ed il partito b farà pagare soltanto il costo di trasformazione;
|
○ | ○ | |













